What Is Lean?
Originating in the 1940s, Lean methodology has been labeled a process improvement toolkit, a philosophy, and a mindset.
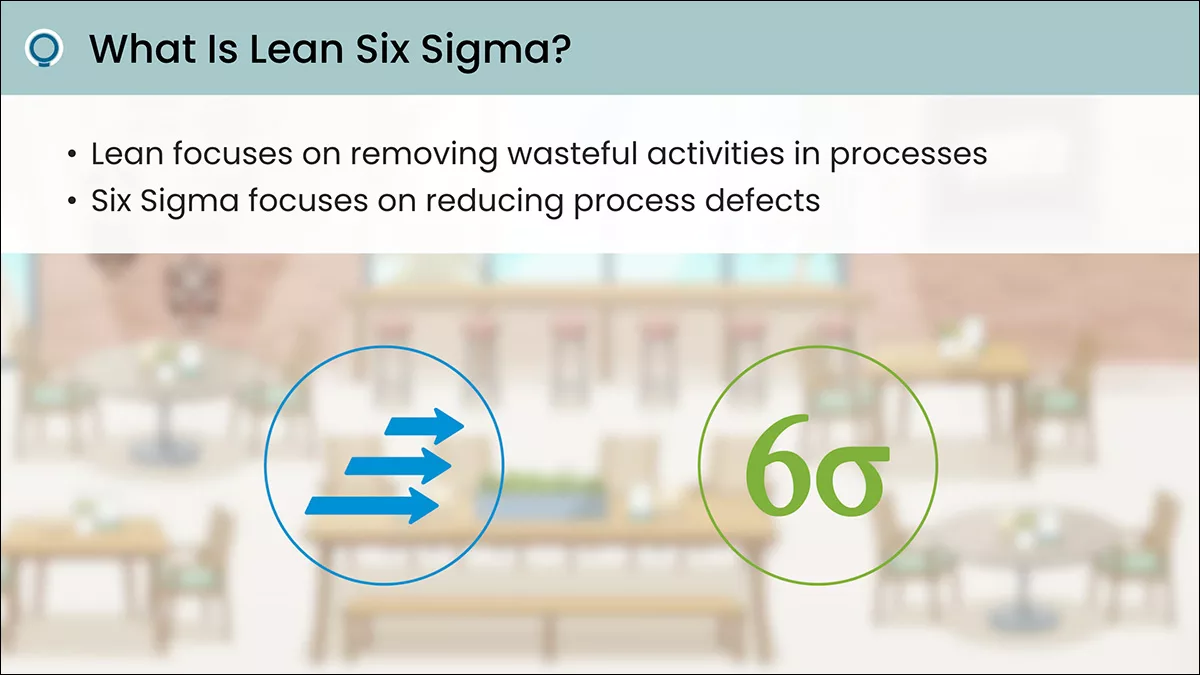
At its core, Lean is a popular approach to streamlining manufacturing and transactional processes by eliminating waste and optimizing flow while delivering value to customers.
What Is Six Sigma?
Originating in the 1980s, Six Sigma is a process improvement strategy that improves output quality by reducing defects. It’s named after a statistical concept where a process only produces 3.4 defects per million opportunities (DPMO).
Six Sigma can therefore be thought of as a goal, where processes not only encounter fewer defects, but do so consistently (low variability).
Combining Lean and Six Sigma Into Lean Six Sigma
These two methodologies are effective on their own, but when combined to make Lean Six Sigma, they’re incredibly beneficial.
Lean and Six Sigma are based on the scientific method, and together they support organizations looking to develop a problem-solving culture. This means that “finding a better way” becomes a daily habit.
Understanding both approaches and their accompanying toolkits is extremely valuable when solving problems. It doesn’t matter where a tool comes from—Lean or Six Sigma—as long as it does the job.
Let’s walk through a sampling of the tools and techniques we use in Lean Six Sigma. During training, we work on improving actually processes in the organization. Individuals move through projects and learn on the job, seeing the impact of each successful Lean Six Sigma project.
Kanban
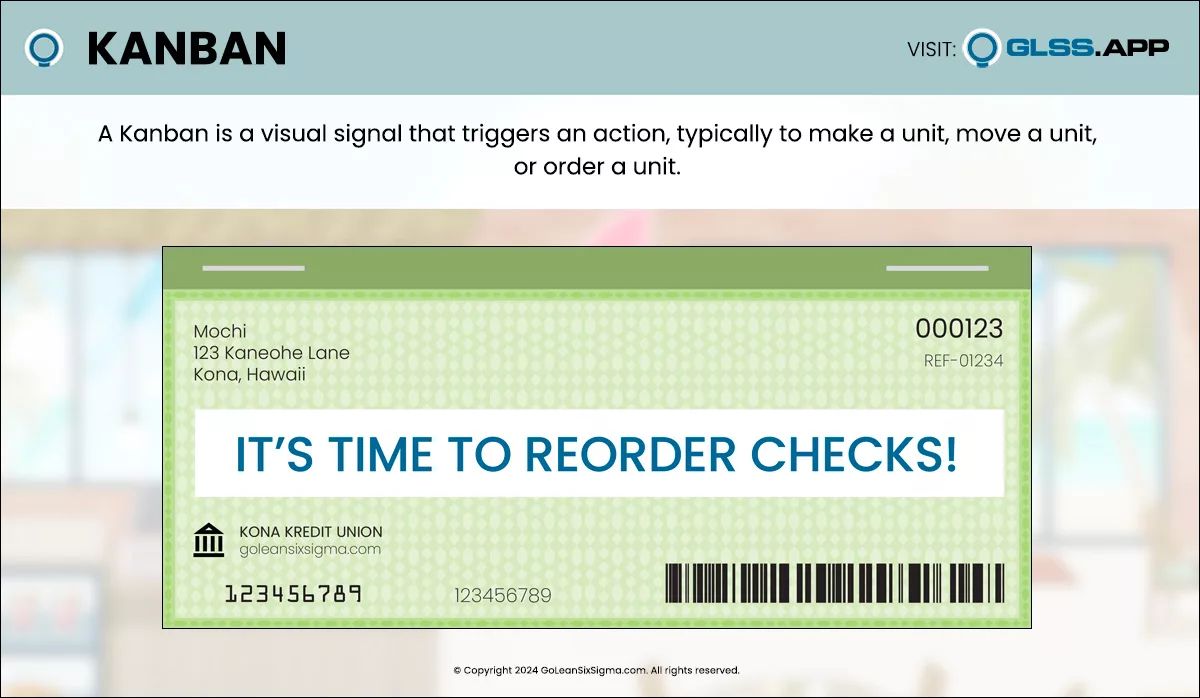
Kanban is a Japanese term that translates to “card” or “board” and indicates a signal within a process. Kanbans are part of Just In Time (JIT) processing, where either a physical or electronic device indicates that it’s time to order inventory, process a unit, or move to the next step in a process.
Kaizen
A Kaizen Event is also known as a Rapid Improvement Event.
Kaizen is a Japanese word that combines the ideas of “change” and “goodness,” which translates to “improve for the better.”
These events generally span from 1 to 5 days and involve key process participants focusing on solving a narrowly scoped process improvement opportunity. The difference between Kaizen and typical workshops is threefold:
- The planning for the event is extensive
- Leadership has given explicit approval for change
- The agreed-upon improvement takes place before the Kaizen event is completed
Value Stream Mapping
A Value Stream Map (VSM) visually displays the flow of steps, delays, and information required to deliver a product or service to the customer.
Value Stream Mapping allows analysis of the Current State Map in identifying barriers to flow and waste, calculating Total Lead Time and Process Time, and understanding Work-In-Process, Changeover Time, and Percent Complete & Accurate for each step.
5S Tool
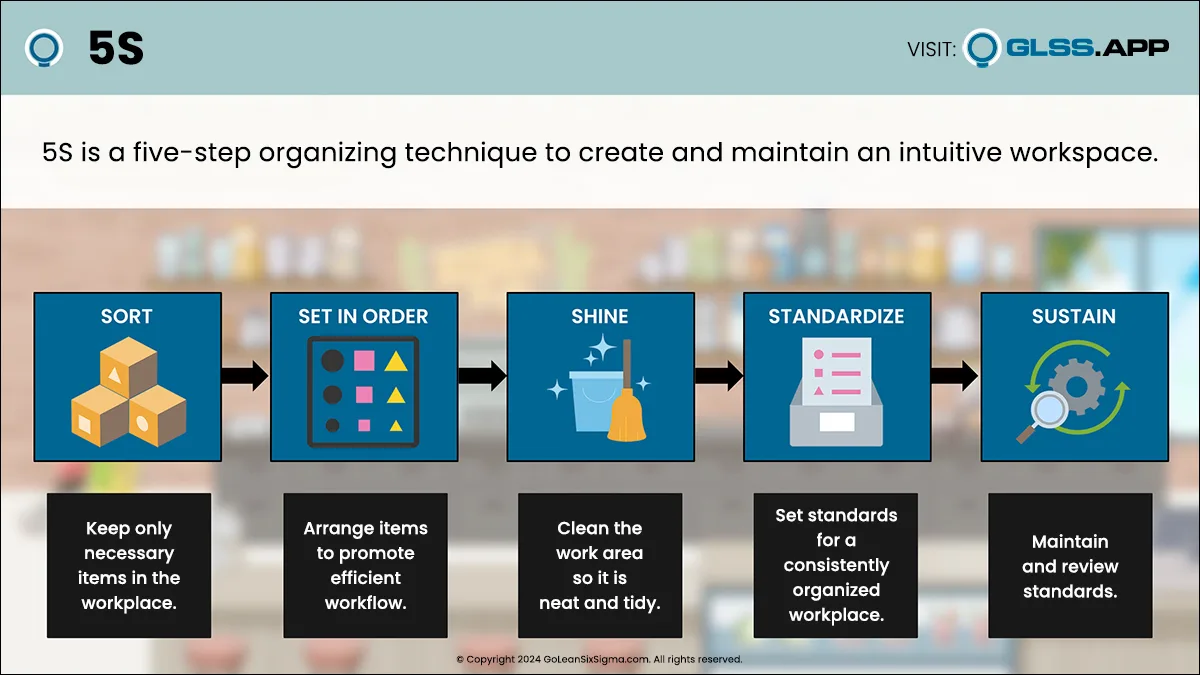
5S is a five-step organization technique to create and maintain an intuitive workspace.
The five steps are:
- Sort – Remove unnecessary items from the workplace.
- Set In Order – Arrange items so they are easily accessible.
- Shine – Clean the work area so it is neat.
- Standardize – Set standards for a consistently organized workplace.
- Sustain – Maintain and review standards.
In Lean Six Sigma, belt colors signify a change or advancement in the ability and responsibility of a person. Each belt has specific knowledge, training, and skill sets. By “ranking up” (moving to the next belt), the previous belt’s knowledge base is built upon with additional capabilities.
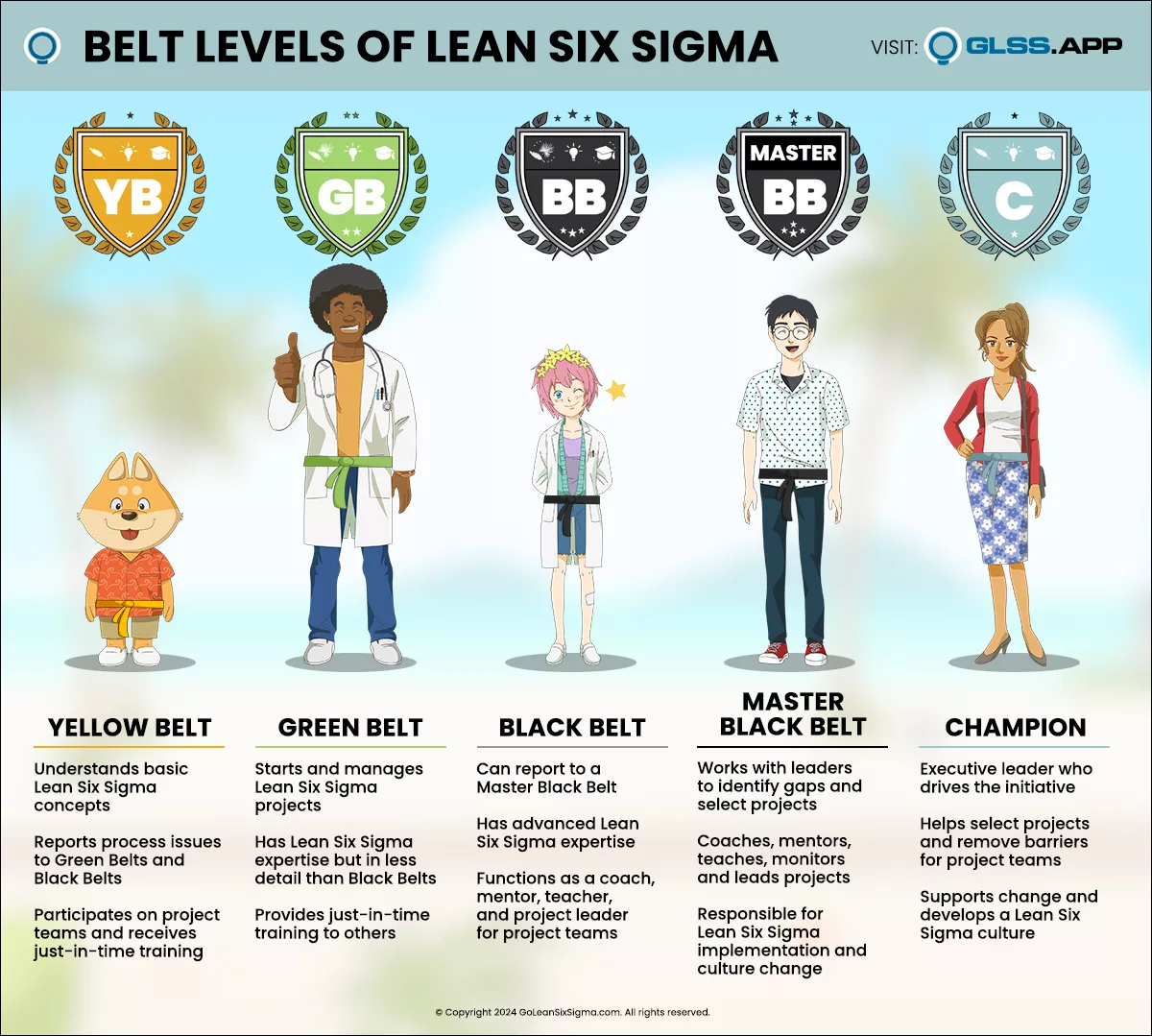
Each Lean Six Sigma project has different objectives and requirements, and the comprehension of a Green Belt may be as suitable for a project as a Master Black Belt.
At GLSS, we don’t require you to wait to complete a project or move to the next level. Our optimized approach makes it easy to continuously learn, apply, and advance. And you’ll be applying what you learn on projects you’re currently working on.
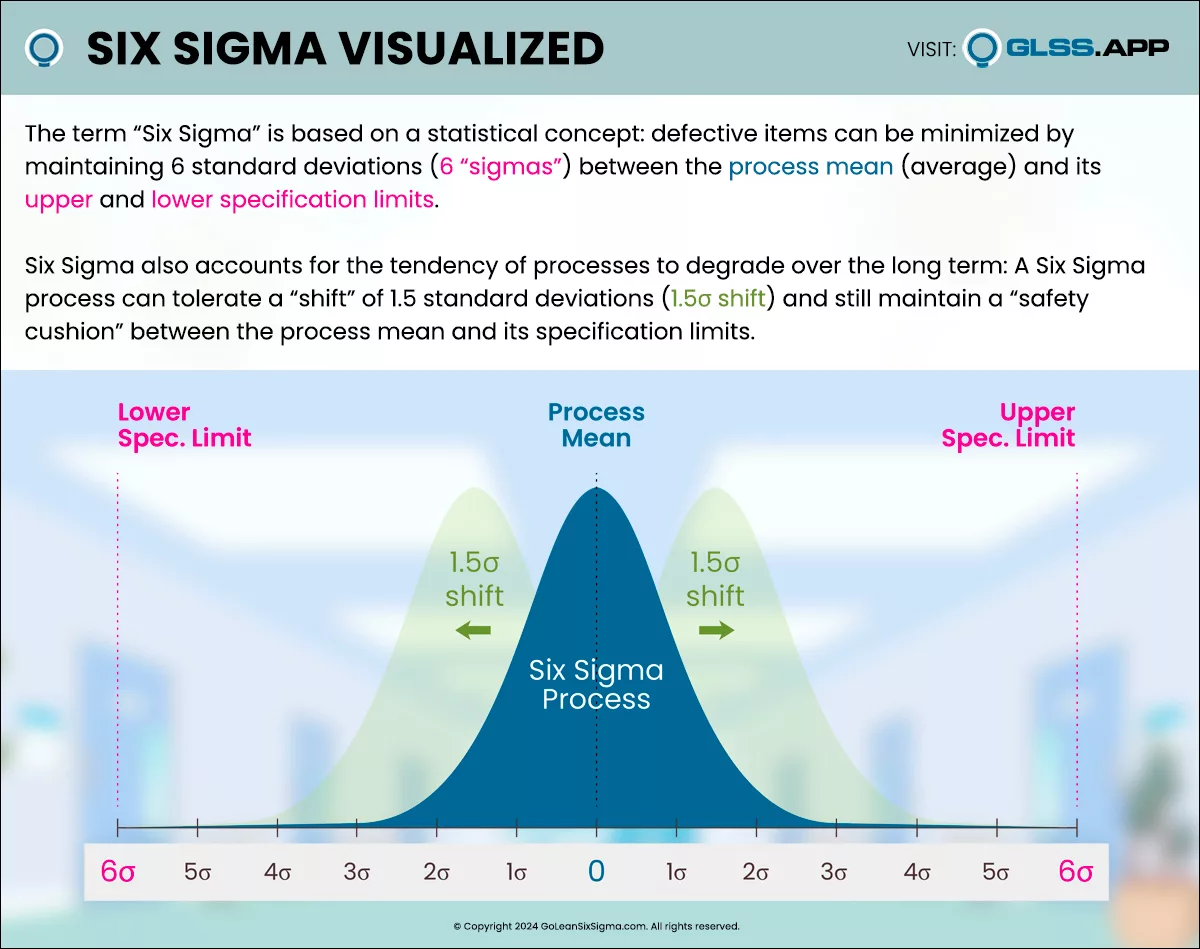
At the heart of Lean Six Sigma lie five key principles. These principles are based on the statistical concept that defective items can be minimized by maintaining 6 standard deviations (6 “sigmas”) between the process mean (average) and its upper and lower specification limits.
Each principle helps guide organizations toward Operational Excellence. They also shape the methodology’s approach to Process Improvement and ensure that the journey aligns with the ultimate goal of enhancing value for customers.
1. Focus on the Customer
Lean Six Sigma aims to meet and exceed customer expectations, ensuring that every Process Improvement effort is customer-centric. Organizations can tailor their processes to deliver superior quality and service by understanding what truly matters to the customers.
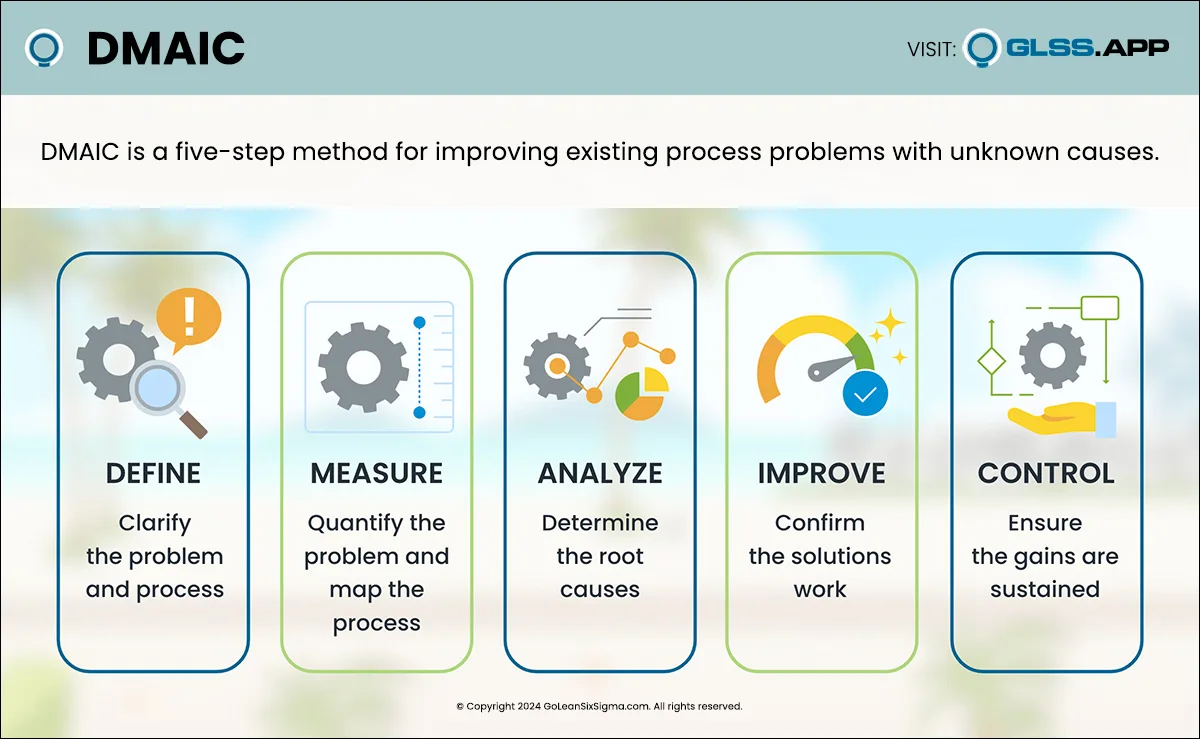
This principle echoes the Define phase of DMAIC (Define, Measure, Analyze, Improve, Control), where identifying customer needs sets the stage for meaningful improvements.
2. Measure the Value Stream
Mapping and measuring the Value Stream are crucial for identifying the flow of materials and information as a product or service progresses. This step highlights not only the value-adding steps but also exposes areas of waste.
It’s a blend of the Measure and Analyze phases of DMAIC, providing a data-driven foundation for understanding and improving processes.
3. Get Rid of Waste
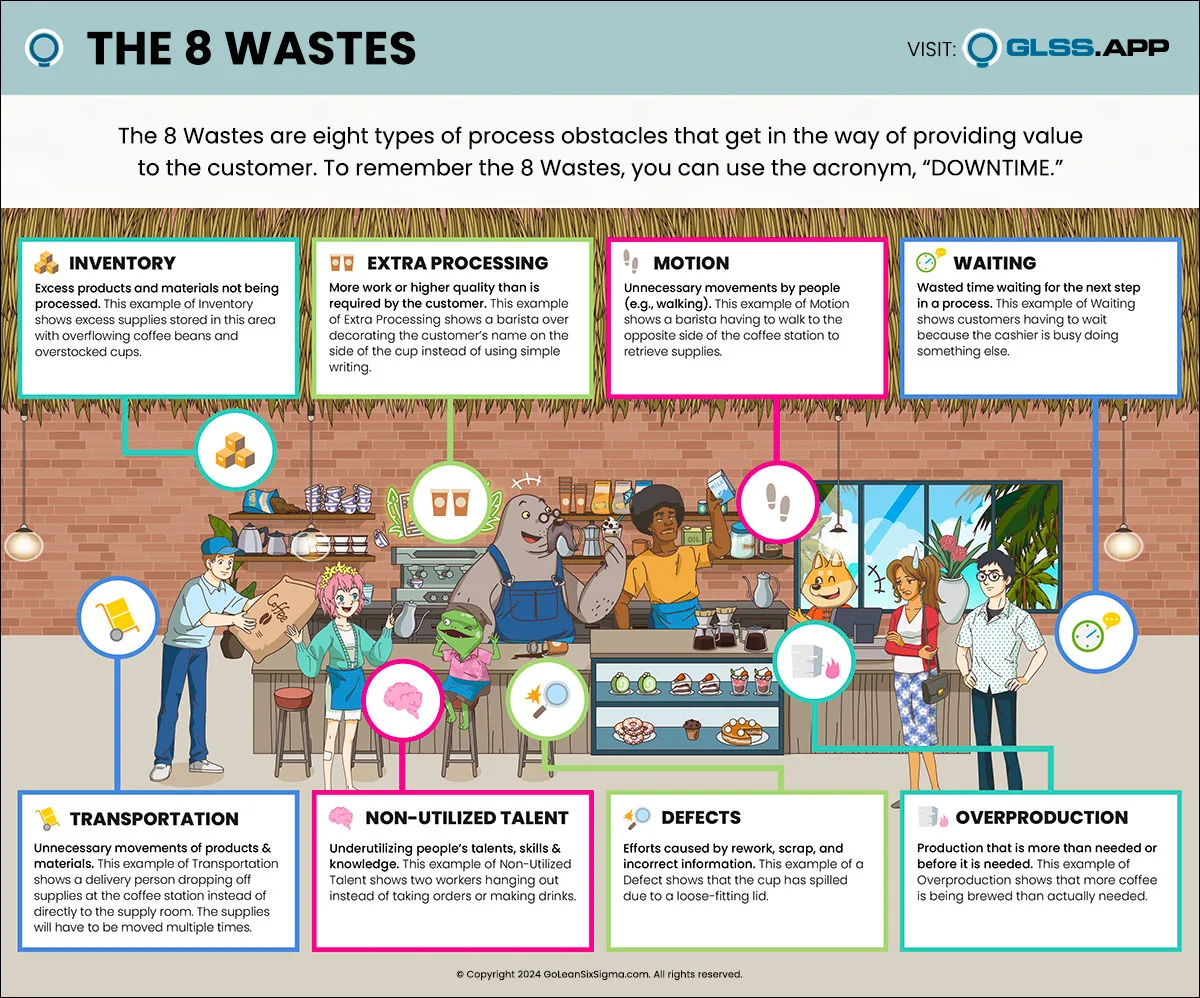
Eliminating waste—anything that doesn’t add value to the customer—is a core objective of Lean Six Sigma. Waste reduction is integral to process improvement, focusing on streamlining operations and enhancing efficiency.
This principle aligns with the Improve phase, where targeted strategies are implemented to remove non-value-adding activities and optimize process performance.
4. Involve Stakeholders
Engaging stakeholders, including employees at all levels, fosters a culture of Continuous Improvement. Involvement encourages ownership and accountability, ensuring that improvements are sustainable.
This collaborative approach is vital during the Analyze and Improve phases of DMAIC, where stakeholder insights can drive deeper understanding and more effective solutions.
5. Ensure a Flexible and Responsive Ecosystem
Lean Six Sigma emphasizes the importance of adaptability and responsiveness within processes. By building flexibility into systems, organizations can react swiftly to changes in customer demand or other external factors.
This principle underpins the Control phase of DMAIC, where maintaining process improvements and adapting to new insights ensure long-term success.
Incorporating these principles into the fabric of an organization’s processes drives toward Lean Six Sigma’s goal of reducing defects and waste and aligns efforts with the broader objectives of Process Improvement.
Process Improvement, fundamentally, is about enhancing an organization’s operations to be more efficient, effective, and adaptable. Working on a process involves analyzing, redesigning, and implementing changes to make it better, as opposed to working in a process, which is about performing the day-to-day activities within the existing process framework.
The DMAIC methodology offers a structured approach to handling process improvements, ensuring that efforts are focused, measurable, and aligned with organizational goals and customer expectations.