Manufacturer Reduced Learning Curve Ramp For Temp Employees By 40% With GLSS
Home » Case Study » Manufacturer Reduced Learning Curve Ramp For Temp Employees By 40% With GLSS
GoLeanSixSigma.com Black Belt Sean Halpin successfully used Lean Six Sigma methods in speeding up learning — with potential applications throughout the private and public sectors. He was able to not only reduce the time to develop employee capability, but was able to show achievement of higher capability levels than before the project.
Sean did a particularly thorough job in analyzing potential root causes and determining appropriate actions. He identified eight potential root causes, half of which proved to be real. A key finding was that training in how to deal with problems was particularly effective. Much training focuses on how things should be — not always considering common problems.
– Bill Eureka, GoLeanSixSigma.com Master Black Belt Coach
EXECUTIVE SUMMARY - BUSINESS CASE
These Learning Curve level 1 (LC1) temp employees performed at a rate of 62.78 units per hour in pack singles representing $5.00 per hour costs against the performance of more experienced LC3 associates who performed at 79.66 units per hour. The opportunity to reduce the learning curve ramp up by 2 weeks, improve the performance of LC1 packers to LC3 performance expectations would have represented a value of up to $13,500 at our fulfillment center per month in Peak 2017.
EXECUTIVE SUMMARY - Root Cause Analysis
- LC1 packers do not immediately know where boxes are located at the station
- LC1 packers have less labor utilization since they do not know how to perform corrective actions and require PA or water spider assistance to fix issues
- LC1 packers do not know much dunnage & how to properly pack dunnage in box
- Training Ambassadors are not equipped with training standard process and diagnostic tools to assess LC1 performance and coach LC1s on improving UPH
EXECUTIVE SUMMARY - Solutions Implemented
- Added Pack Console on-screen box map informing associate where appropriate box is located at station; added virtual training videos to teach trouble-shooting common issues
- Designed pack dunnage training station with documented process & visual aids; added quality school training to address concerns that improving cycle time may create increased quality issues
- Provided training ambassadors with detailed training instructions and diagnostic tools to identify performance gaps & help LC1s address performance deficiencies
EXECUTIVE SUMMARY - Graphical Display of Improvement
Current State vs Improved Learning Curve Ramp – UPH Pack Performance Progression Over 5 Weeks in Role
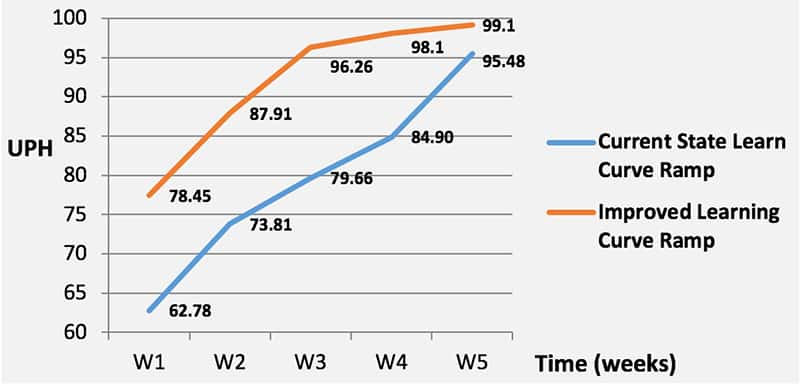
Key Takeaway: The learning curve ramp was successfully reduced by 2 weeks. The run chart showing pack performance progression over 5 weeks in role demonstrates that by the third week, those who received the improved training were packing at 96.26 UPH compared to 95.48 UPH in week 5 (previous state) – success!
DEFINE PHASE - Project Charter
Project Name: Reducing Pack-Singles Learning Curve Ramp for Temp Employees
DEFINE PHASE - Problem Statement
Pack-Singles associate on-boarding training for seasonal new-hires is missing the goal having associates being able to pack 79.66 units per hour (learning curve level 3 performance) by the end of the second day of training (2 business days) 91% of the time. The average time for a seasonal new-hire associate to achieve 79.66 units per hour takes 12 business days. This delay is adding costs of $13,500 per peak month (June, July, October, November, December) in overtime and contractor labor.
DEFINE PHASE - Goal Statement
Decrease the learning curve ramp (progression from LC1 to LC5) lead time from 5 weeks to 3 weeks by 10/1/2018.
DEFINE PHASE - Scope
- Process Start: Employee scans tote from conveyor
- Process End: Employee logs out of Fulfillment Center (FC) Pack Console, completing shift
- In Scope: Pack-singles station design layout, training process and program (explored during Define Phase), new technology, training ambassador selection process
- Out Scope: New employee HR selection policies/procedures/processes, safety training program and compliance policies
DEFINE PHASE - Business Case & Benefits
An inefficient training process contributed to overstaffing during last peak season at our fulfillment center. During Peak 2017 ramp up, our fulfillment center hired 124 temporary employee associates from Integrity Staffing Solutions (ISS) to support outbound labor forecasts for Peak 2017. These Learning Curve level 1 (LC1) temp employees performed at a rate of 62.78 units per hour in pack singles representing $5.00 per hour costs against the performance of more experienced LC3 associates who performed at 79.66 units per hour. The opportunity to reduce the learning curve ramp up by 2 weeks, improve the performance of LC1 packers to LC3 performance expectations would have represented a value of up to $13,500 at our fulfillment center per month in Peak 2017. In Peak 2017, our fulfillment center was assigned 24.9% less workable outbound assignments than originally forecasted, directly contributing to overstaffing. By reducing the learning curve rates by improving training, this would allow postponement of hiring decisions for improved accuracy of labor demand forecasts and increased average labor productivity rates for efficient shift scheduling.
DEFINE PHASE - Timeline
| Phase | Planned | Actual |
| Define | August 15 | August 13 |
| Measure | August 24 | August 22 |
| Analyze | September 7 | August 31 |
| Improve | September 23 | September 10 |
| Control | October 1 | September 20 |
DEFINE PHASE - Team Members
| Position | Person | Time Commitment |
| Team Lead | Sean | 100% |
| Sponsor | Derek | 10% |
| Team Member | Thomas | 20% |
| Team Member | Denise | 20% |
| Team Member | Eric | 10% |
| Team Member | Tracey | 20% |
Key Takeaway: This project will improve average seasonal hire employee performance metrics (Key performance indicators on scorecard), allowing management more time for hiring decisions based on more accurate sales & operations planning (S&OP) forecasts
DEFINE PHASE - Voice of the Customer
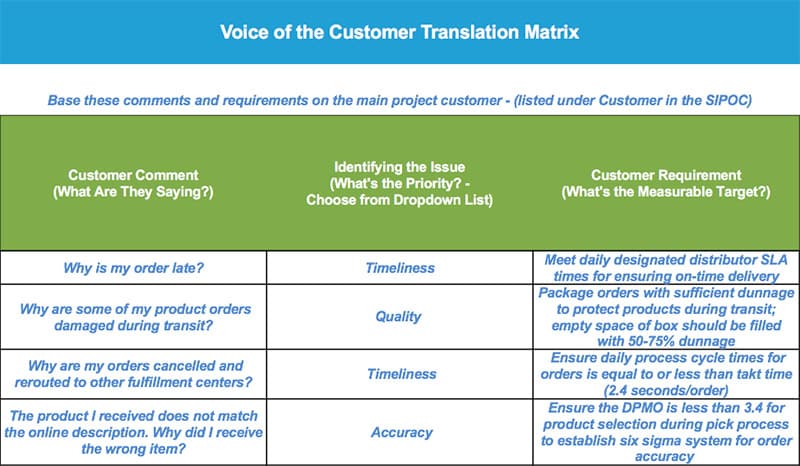
Key Takeaway: For the fulfillment process, customers are primarily concerned about on-time delivery for their orders and ensuring their product arrives undamaged.
DEFINE PHASE - SIPOC
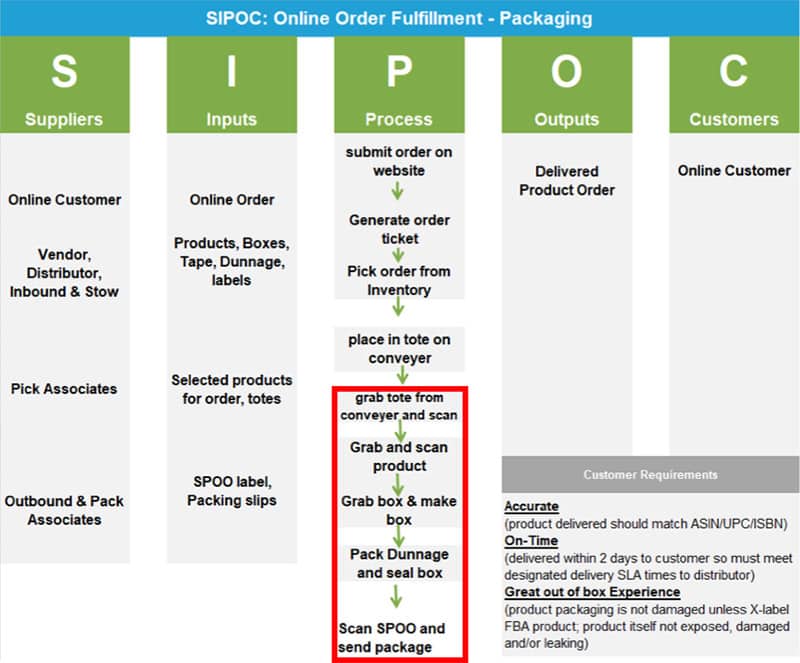
Key Takeaway: The scope of the project is from the moment the pack associates grab the tote from the conveyor and scan to the moment the pack associate scans SPOO and sends the package.
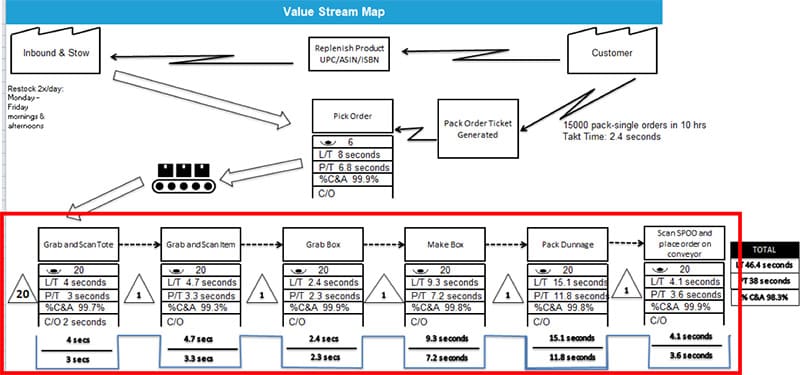
DEFINE PHASE - Value Stream Map – LC1 Pack Associate ‘As Is’ Detailed Map
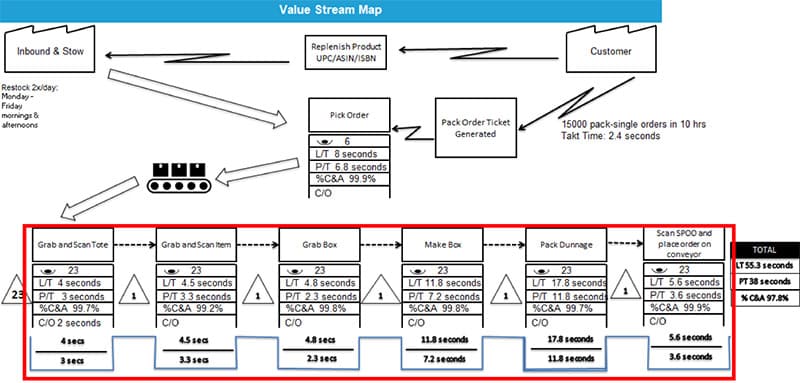
Key Takeaway: The Value Stream map helped identify grab box, make box and pack dunnage as opportunities for improvement for reducing the overall lead time.
measure phase - data collection plan
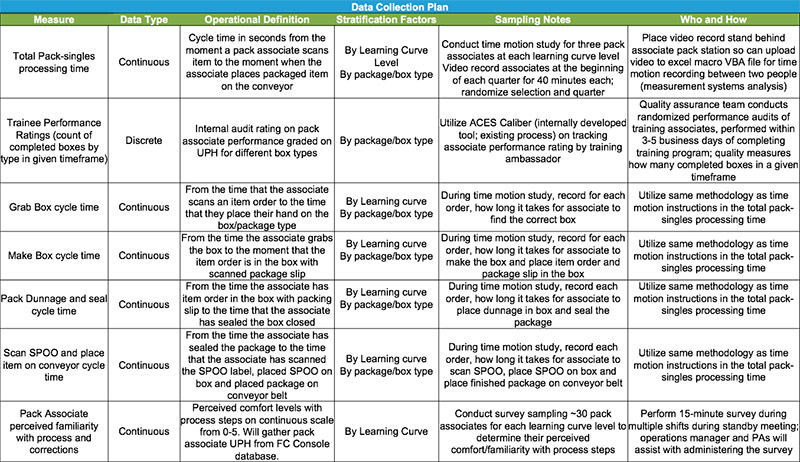
Key Takeaway: Since this is a cycle time project, most measures will be continuous measures based on a time motion study to identify cycle times by learning curve rate.
measure phase - MSA Results
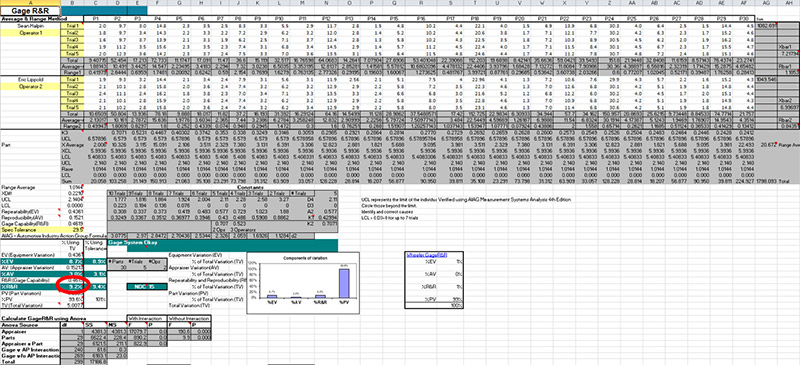
Key Takeaway: Using the Gage R&R Average & range method, conducted 5 trials between 2 operators on 30 parts/processes, %R&R=9.2%<10% so Gage System tested within acceptable parameters.
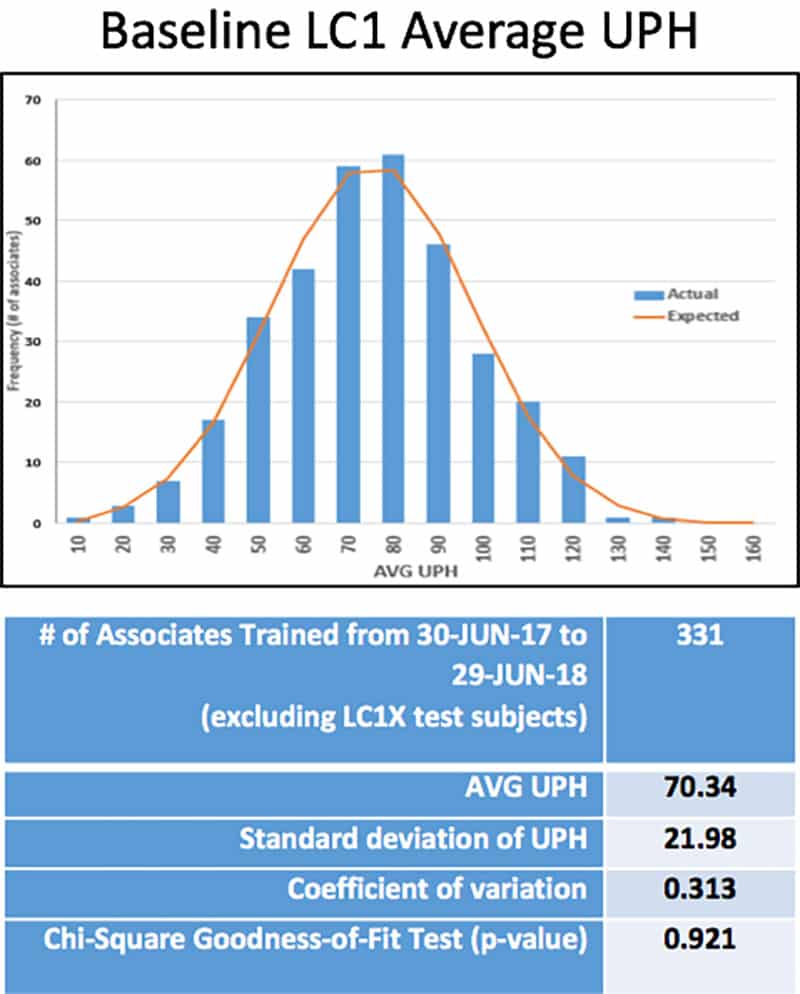
measure phase - Baseline – Temp Associate UPH Performance
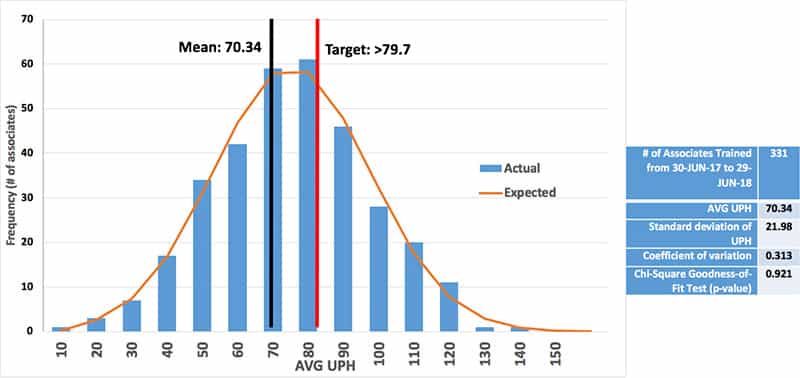
Key Takeaway: Only 32% of temp associates hitting target of 79.7 Average UPH by the end of third week in role. There is significant variation with standard deviation of 21.98 UPH.
measure phase - Baseline – Temp Associate UPH Performance
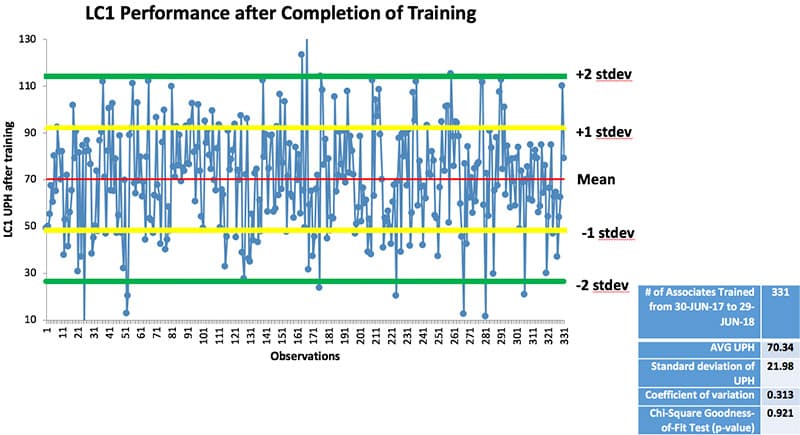
Key Takeaway: Run chart shows that the mean UPH for LC1 associates is ~70 with significant variation.
ANALYZE PHASE - Fishbone Diagram / 5 Whys
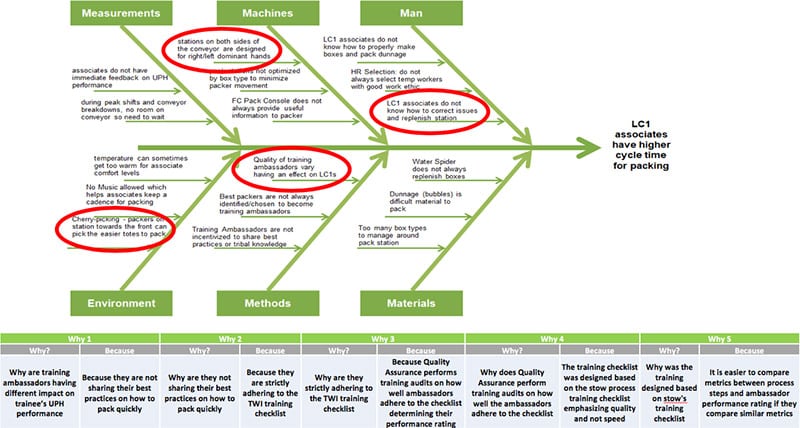
Key Takeaway: The biggest areas to analyze further were related to training factors since that was the focus of the scope for the project. These areas do not require changes to safety or HR selection processes. 5 Whys revealed that training process did not align with desired effect for training since training ambassadors were incentivized to strictly adhere to training only quality and discouraged from training others how to pack quickly.
ANALYZE PHASE - Root Cause Hypothesis Tests
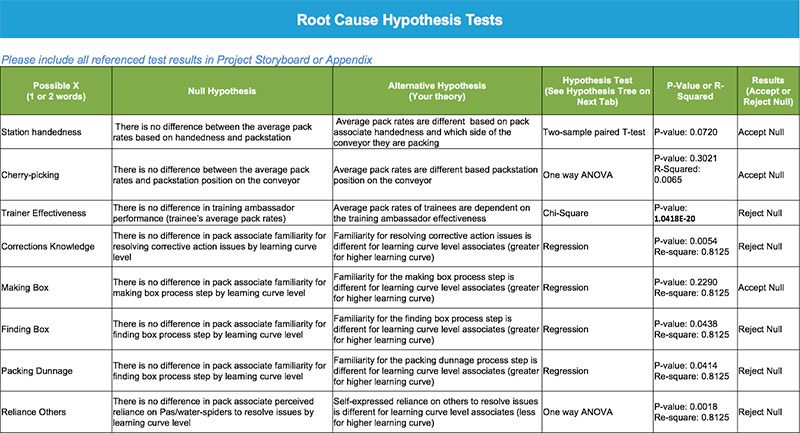
Key Takeaway: Hypothesis testing revealed station design and placement did significantly impact pack associate performance (statistically insignificant at 5% level); however, associates performance varied based on training received and identified training improvement opportunities (statistically significant at 5% level).
ANALYZE PHASE - Dominant Hand by Work Station on Performance Rates Hypothesis Rejected
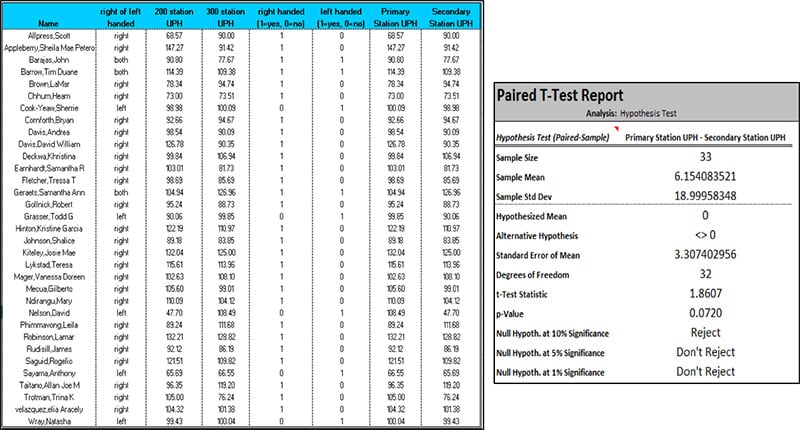
Key Takeaway: This hypothesis on hand dominance being a factor influencing performance was found to be statistically insignificant at 5% level. Based on the P-value there is no difference between hand dominance (left or right) and pack cycle time.
ANALYZE PHASE - LC1 Trainee Performance Dependent on Training Ambassador Assigned

Key Takeaway: LC1 trainee performance is influenced by training ambassador. Not all training ambassadors yield same performance in productivity. Some training ambassadors violate the TWI checklist to share best practices on packing quickly. The null hypothesis that all ambassador trainees perform equally well can be rejected at the 1% significance level.
ANALYZE PHASE - Pack Station Position on the Conveyor Line Does Not Determine Pack Performance Rates
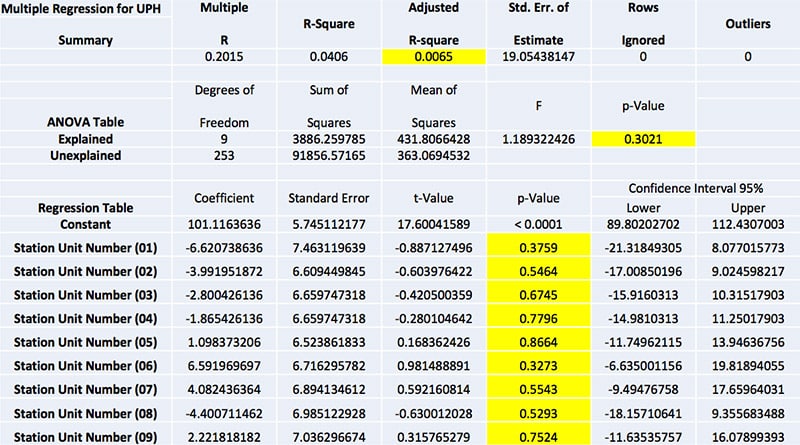
Key Takeaway: Pack employee theory that pack stations towards the front of the conveyor have improved performance due to ‘cherry-picking’ is rejected. The null hypothesis that all stations did not influence pack associate performance (were equal) cannot be rejected. Based on the P-value, there is no relation between pack station and performance.
ANALYZE PHASE - Higher Learning Curve Levels Spend Less Time Waiting for Issues to Get Fixed
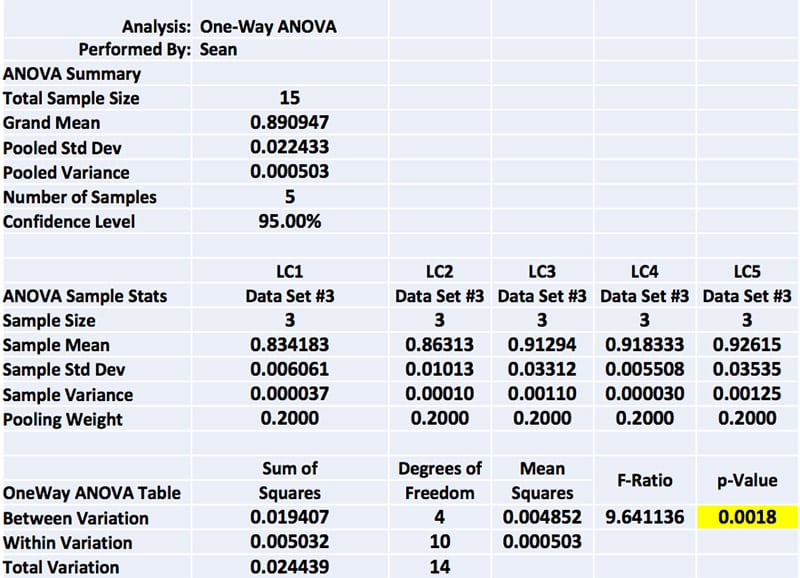
Key Takeaway: The table shows labor utilization rates for associates at different learning curve levels actively working. Performing a one-way ANOVA test, we can conclude that there is a difference between learning curve levels and how much time they wait when corrective actions are required.
ANALYZE PHASE - Survey of 159 Pack Associates on Their Familiarity With the Pack Process
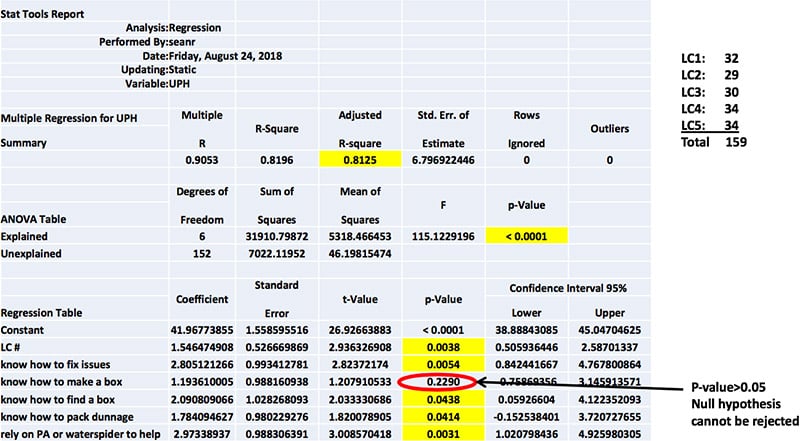
Key Takeaway: Pack Associate Survey shows unfamiliarity with fixing issues, finding box, packing dunnage and relying on PA for help is correlated with pack associate performance. While this does not prove a causal relationship, with the time trial data on LC process times, changing the training plan is worth exploring.
ANALYZE PHASE - Time Motion Study
Key Takeaway: The detailed process step time-motion study showed the biggest opportunities for improvement for LC1 associates to reach potential of LC5 pack performance rates is making box and packing dunnage. A training plan addressing deficiencies with these process steps will help increase LC1 pack performance.
IMPROVE PHASE - Selected Solutions
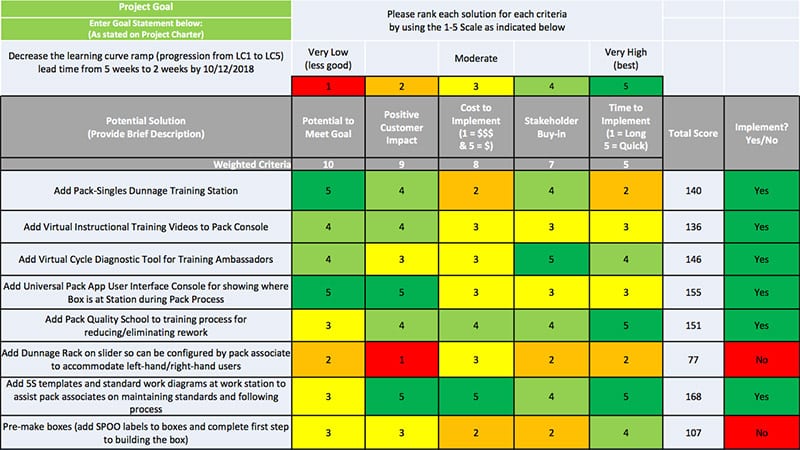
Key Takeaway: The team decided to implement all the proposed solutions except adding a dunnage rack slider since it presented some safety concerns and did not address the problem statement with lowering the learning curve ramp as well as pre-making boxes and pre-SPOO’ing boxes since it creates WIP or work-in-progress (added waste for inventory waiting to be processed).
IMPROVE PHASE - Implementation Plan
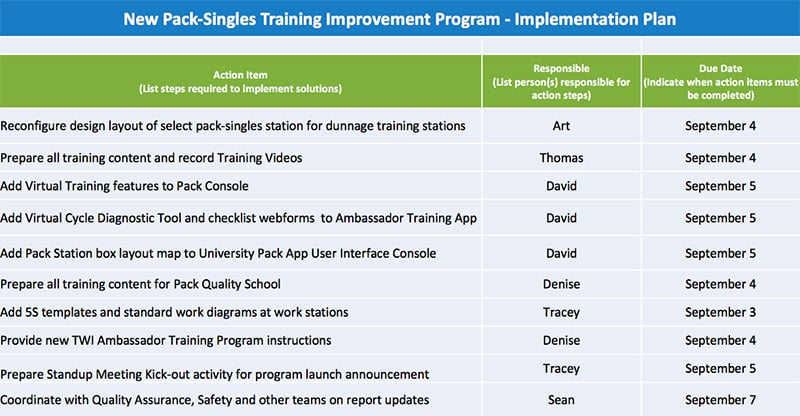
Key Takeaway: This Implementation Plan provided insights on coordination required with other departments/teams and provided a detailed roll-out for who was responsible for each task.
IMPROVE PHASE - risk management
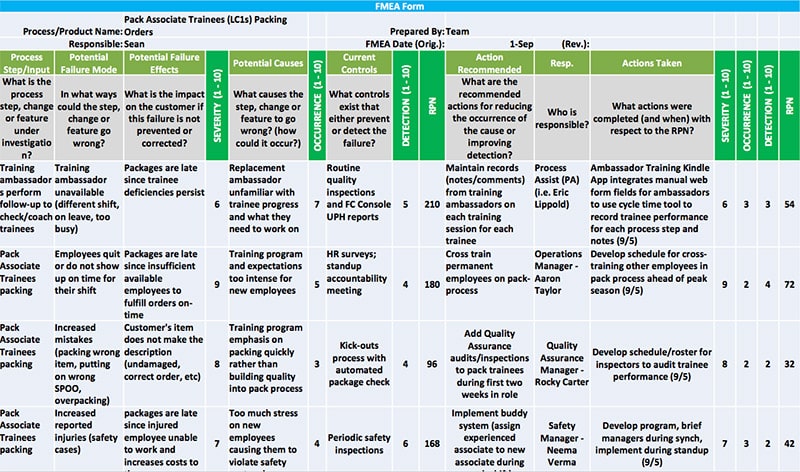
Key Takeaway: FMEA revealed that more touch-points needed following training to ensure that trainees were comfortable in process and understand expectations of the role.
IMPROVE PHASE - To Be Map Segment
Key Takeaway: Improved training process and pack-training station design shows the number of required pack-singles employees drops from 23 to 20. At $23/hour, avoidable cost-savings for a month is ~$20.7K, exceeding the original estimate of $13,500 in the business case. Success!
IMPROVE PHASE - Proof of Improvement
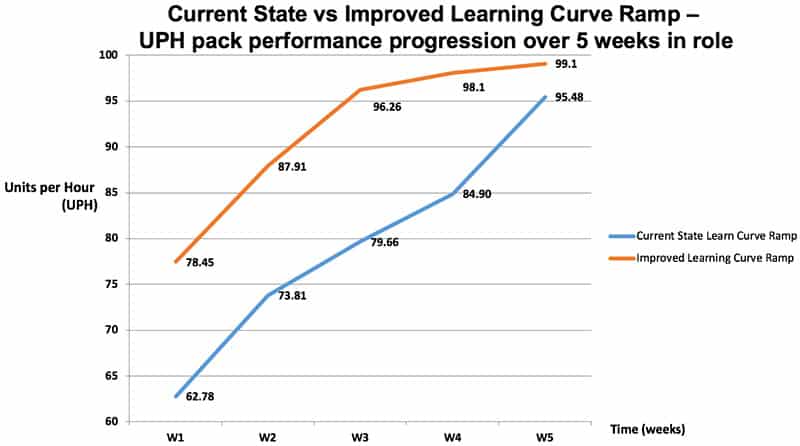
Key Takeaway: In the current state (prior state to improvements), it took five weeks for associates to reach 95.5 UPH, while the improved learning curve ramp, incorporating improved pack training design and training program, associates are able to exceed this target in week 3, by packing 96.3 UPH. We successfully reduced the learning curve ramp by 2 weeks by introducing the improvements in this project – success!
CONTROL PHASE - Monitoring & Response Plan
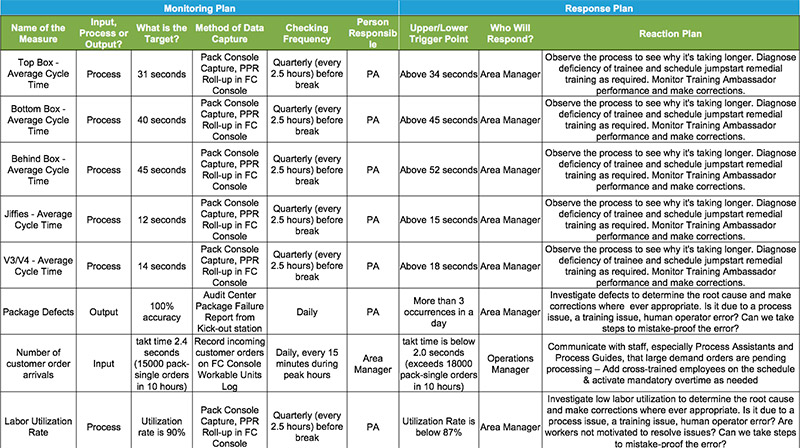
Key Takeaway: The Monitoring Plan factors in both the leading indicators of packaging time and customer order arrival rate along with defect rate and labor utilization rates. The Monitoring Plan is primarily focused on process centric tasks to track associate performance and determine if additional resources or training is required.
CONTROL PHASE - Control Chart for Improved Training Process
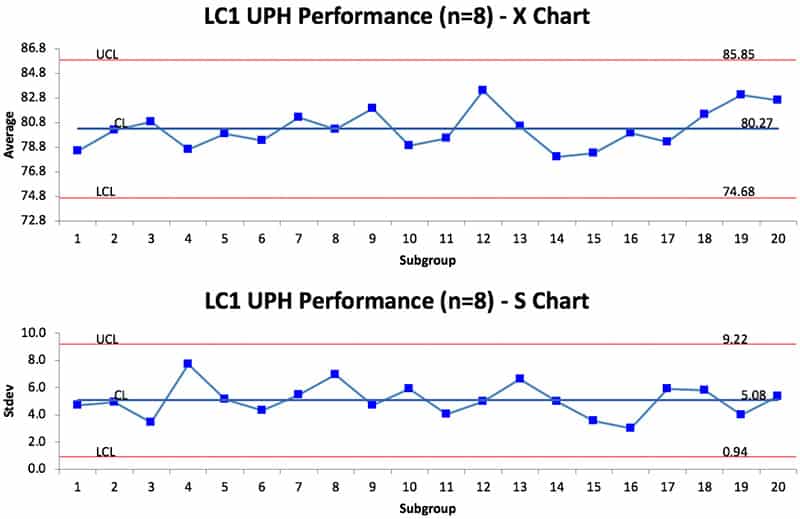
Key Takeaway: Observing trainee performance at completion of training program, the team is continuing to monitor special causes of variation. The lower control limit of – and the Upper Control Limit of 74.68 UPH is the Response Plan trigger for investigating root cause and providing remedial training.
CONTROL PHASE - Project Closure - Lessons Learned
- Coordinate with ISS (contract agency) and HR on scheduling temp employees start dates based on training ambassador availability
- Including other department teams in process walk and brainstorming sessions illuminated more opportunities for improvement and gained more support
- Submit labor contract request several weeks in advance and coordinate with ISS on hiring timeline → unable to complete design of experiments because there were too few temp employees hired during the measurement/improvement phases of the project
- Training more ambassadors in new pack training process could have relieved some strain on scheduling training for different shifts throughout the week
CONTROL PHASE - Project Closure - customer impact
- Increased capacity to fulfill more orders for customers
- Demonstrated that quality of packaging will not suffer due to increase in packing associates’ packing performance rates (it actually decreases number of reworks required and defects in packing process)
CONTROL PHASE - Project Closure - Final Calculations of Savings or Gains
- Hard Savings/Profit Increase: Estimated $9.4MM cost-savings potential throughout fulfillment network if we are unable to replicate the new training program and results in other pack-singles processes throughout fulfillment network.
- Hard Savings/Profit Increase: Improved training program demonstrated for our fulfillment center that there will be an annual savings of ~$103.5K from cost avoidances and having increased accuracy in S&OP forecasts for labor demand.
- Soft Savings – Cost or Time: Decreased number of cancelled orders or diverting orders to other fulfillment centers means that customers will not become dissatisfied and therefore remain as loyal customers.
CONTROL PHASE - Project Closure - Sign-off From Project Sponsor
"Observed new training program and performance results with noticeable increase in associate onboarding in pack-singles process. Associates enjoy the new training program and feel good about their progress. Training Ambassadors feel like they are really making a difference by transferring their tribal knowledge. This is a win for the team and looking for opportunities to introduce this to other process paths such as picking and stowing." - Aaron Taylor (Operations Manager)
Key Takeaway: The Process Owner (Aaron) is excited to keep continue applying these changes for ensuring a shorter learning curve ramp in pack singles process path. The cost-savings exceeded the original target stated in the business case. This was a success!
Key Words
- Area Manager (AM) – owns his/her process. In doing so, they’re solely responsible for its success or failure and must plan, coordinate, and execute the operation efficiently and effectively. In addition to the operation, they are responsible for the Associates that fall within it. By balancing the strategic goals with the wellbeing of the Associate, the AM aims to optimize the process while removing barriers to the operation.
- Associate – hourly employee responsible for order fulfillment
- ADAPT – (Associate Development and Performance Tracking) software to measure the quality and quantity of the Associates’ work.
- Cherry-picking – perceived practice of associates at the front of the conveyors being able to select which totes to pack based on the number of small items in the tote, thereby having an advantage to increase their UPH performance metric
- Dunnage – bubble wrap for padding the inner walls of the box to prevent the item order from being damaged in transit
- FC Console – operations network enterprise database integrated with other fulfillment centers, allows managers a top level view of all process performance and provides refined, real-time data on process path performance and process roll-ups for real-time execution
- Grab Box – process step from the moment the associate has scanned an item from the tote to the moment that the associate locates and grabs the correct box as designated on the pack console screen
- Grab and Scan Item – process step from the moment the associate picks an item from the tote to the moment that the associate scans the item and it registers on the pack console screen
- Grab and Scan Tote – process step from the moment the associate has cleared/initiated/reset the pack console screen to the moment that the associate grabs a totes from the conveyor and scans the tote barcode, registering the tote on the pack console screen
- Integrity Staffing Solutions (ISS) – contract agency responsible for most of seasonal/temp employee hires for peak season labor required
- Jiffies – padded envelopes, intended for small, non-bulky item orders that do not require extra care packaging in a box with dunnage
- LC – Learning Curve, designates the amount of time that an associate has been in a particular process path, each LC level is increments of 40 recorded hours in a process role
- LC1 – associate who is in week 1 of role, completed traditional training program, has less than 40 aggregate recorded hours in role
- LC1X – associate who completed improved training during week 1 in role, has less than 40 aggregate recorded hours in role
- LC2 – associate who is in week 2 of role, has more than 40 hours and less than 80 hours recorded hours in role
- LC3 – associate who is in week 3 of role, has more than 80 hours and less than 120 hours recorded hours in role
- LC4 – associate who is in week 4 of role, has more than 120 hours and less than 160 hours recorded hours in role
- LC5 – associate who is in week 5 of role, has more than 160 hours recorded hours in role
- Learning Curve Ramp – a week by week productivity performance plan for onboarding new associates in different fulfillment process roles, for the pack process, it is a 5 week ramp up from packing 62 packages per hour to 96 packages in the first week to 96 packages per hour in week 5
- Make Box – process step from the time that the associate has grabbed the box to the moment that the associate has opened the box, placed tape across the base of the box and placed the item in the box
- Operational Team Leader (OTL) – The Team Leader is a new position created to bridge the role of the AM and the PA. By developing a role that is more oriented toward the associate, the TL must focus on engaging associates while balancing the need for operational and strategic foresight.
- Operations Manager (OM) – the mentor and coach of the direct management team. In doing so, the OM’s focus is to enhance the efficiency of the team and ensure they meet their strategic goals. The OM’s scope is broad and goals, more expansive. Thus the OM must communicate and understand the Senior Management/Stakeholders’ priorities and rely on his/her experience to meet them.
- Process Assistant (PA) – manages the day to day operations of the process in which they are assigned. Being the subject matter expert of the process, their experience is vital to the optimization of the plan set forth by the team leader and area manager.
- Process Guide (PG) – Assist the Process Assistant (PA) in supporting the Associate. By quickly responding to andons, interacting with associates, and assisting in support functions, the PG is essential to the optimization of their process.
- Pack Console – digital record and instructions for orders placed, automatically tracks orders in progress, provides status updates and instructs associates and managers what pending processes are required for orders and by what time
- Pack Dunnage – process step from the time that the associate has made the box and placed the item in the box to the time that the associate seals the top of the box with dunnage (bubble wrap) in the box
- Pack Singles – as opposed to multi-pack orders, pack singles is the process for single purchase order fulfillment, one item in one package delivered to a customer.
- Peak Season – seasonal peaks in customer demand driven by buying seasons, increasing demand volume and requiring temporary increase in labor capacity, hiring seasonal help
- Pick Process – process from the order download to the moment that an associate picks the order from an inventory pod, scans the item and places in tote on the conveyor
- Process Path Rollup (PPR) – updates every hour and is used to assess the current operation’s status. This gives the large scope of the operation by detailing the Actual vs Planned data in terms of Units, Vol, Hrs, and Rate.
- Process Path Aggregate (PPA) – more in-depth and updates more frequently than PPR. Managers use this tool when they would like to deep dive into a process or gain updated information between PPR updates.
- Scan SPOO & Place Order Package on Conveyor – process step from when the top of package is sealed to the moment that a SPOO label is scanned, placed on package and the package is placed on the conveyor
- SPOO – barcodes used to track a packed object or objects. Once items are packaged, cannot easily tell what the object actually is (since you the item is packaged). The shipping label for the object is usually created after the item is boxed, but before the item is shipped so a SPOO is used to track the box between that time.
- Service Level agreement (SLA) – designated agreements with distributors and vendors in fulfillment process, critical pull-times specify when orders must be completed in order to ensure on-time delivery from distributors
- Temp Employee – seasonal hired help from Integrity Staffing Solutions (ISS) and other contracting agencies to fulfill labor required, usually for only 8-12 weeks
- Training Ambassador – selected by team leader, area manager or process assistant as high-performing in a process step, completed the required 40 hour training program and not someone with deficiencies in performance record (bottom 20% in role, late/poor evaluations, etc), responsible for training associates new to process path roles during the first 40 hours they are in a role
- Training Within Industry (TWI) – training guidelines that leverage a practice developed during WWII on training multiple shifts of workers in a timely manner to meet expectations
- Units Per Hour (UPH) – performance evaluation metric used to track associate performance in packing, picking, stowing and other process path roles
- Water-spider – designated employee during a shift that is responsible for replenishing boxes and packing supplies at stations as well as transporting emptied totes from pack singles stations to pick stations so pick associates can use to deliver more orders
prrof of improvement
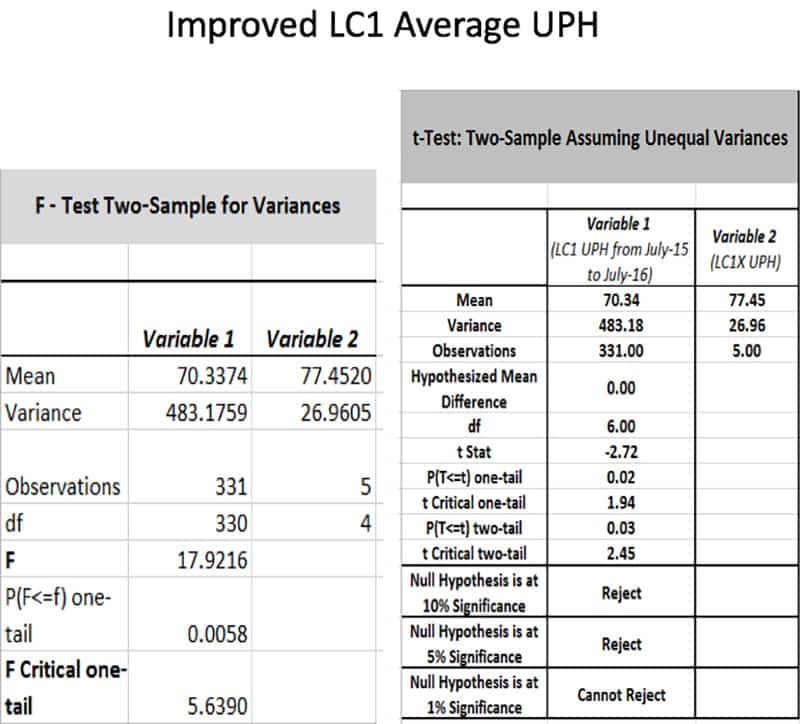
Key Takeaway: Performing a two-sample t-test, the null hypothesis (previous LC1 associates who did not receive the improved training and those who did would have equal UPH average performance) can be rejected at the 5% significance level. The improved training pilot was a success!!
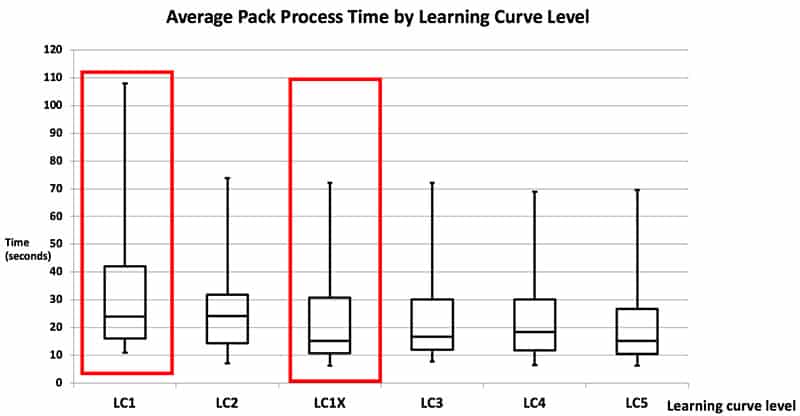
Key Takeaway: The LC1X average pack process time (cycle time + wait time) profile closely resembles the LC3 average pack process time profile. This finding from the improvement phase was replicated in the control phase and demonstrates that the learning curve ramp was reduced by two weeks – success!
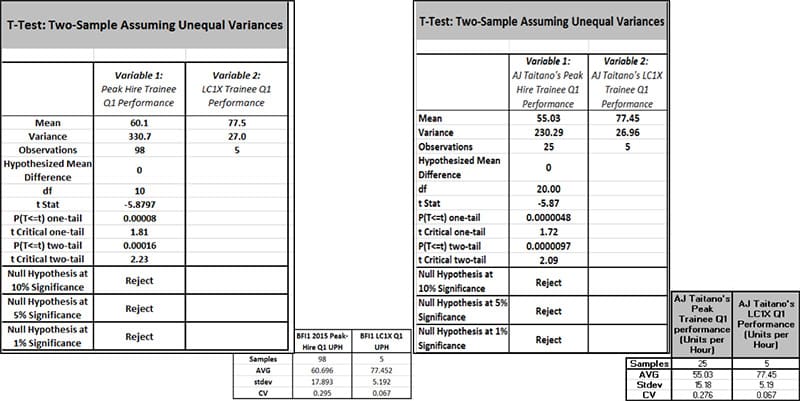
Key Takeaway: Performing a two-sample t-test for LC1X associates (received improved training) and those who were trained under the ‘as is’ training also showed the null hypothesis could be rejected at the 5% significance level. Also a two-sample t-test showed that the training ambassador (AJ) was more effective with the new training program compared to those he previously trained.
Pack-Singles Temporary Employees UPH by Learning Curve
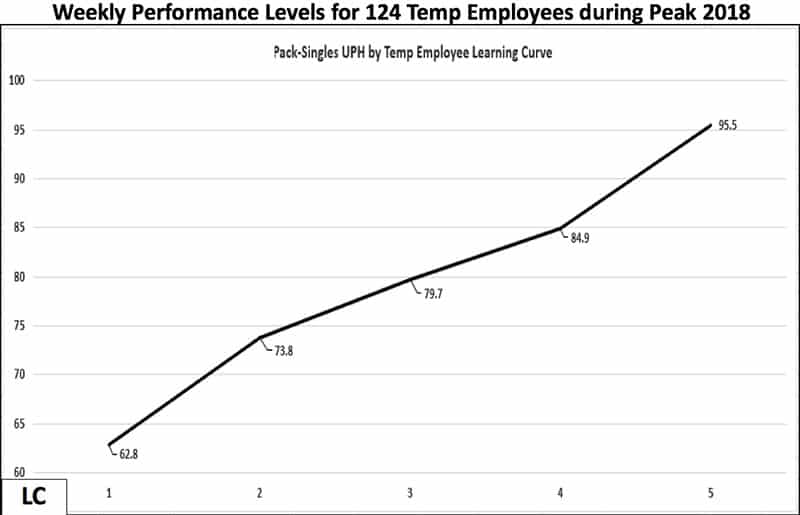
Key Takeaway: Current weekly UPH performance expectations for onboarding temp employees in pack-singles role is five week ramp-up from 62.8 UPH by the end of first week to 95.5 UPH by end of fifth week.
LC1-LC5 vs. LC1X Cycle Times for Packing Boxes
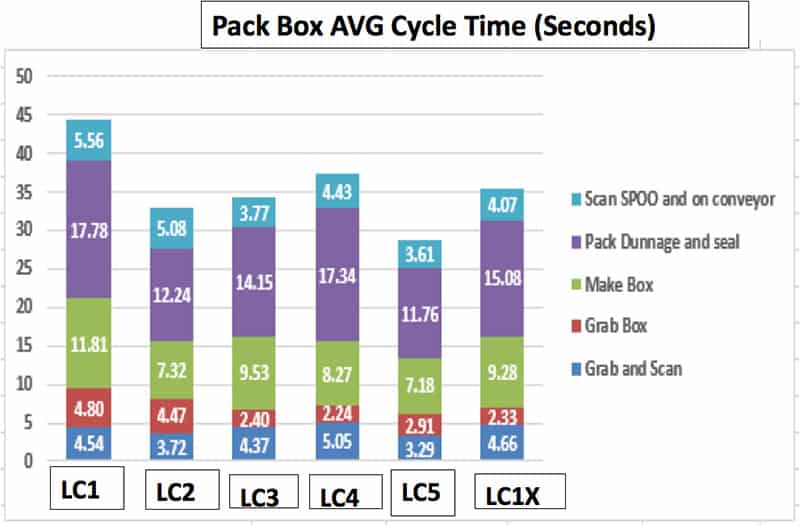
Key Takeaway: For packing boxes, between LC1 and LC1X associates, there was a noticeable improvement, for ‘grab box’, ‘make box’ and ‘pack dunnage’ process steps. LC1X AVG cycle time is 35.42 seconds compared to 44.49 seconds for LC1s and 34.22 seconds compared to LC3s.
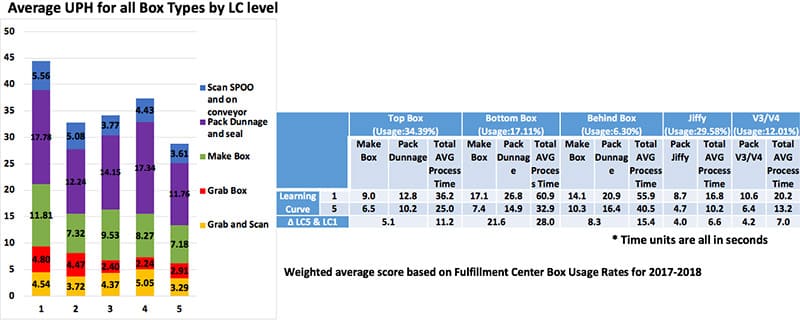
Time Trial Study – Average Cycle Times by Learning Curve
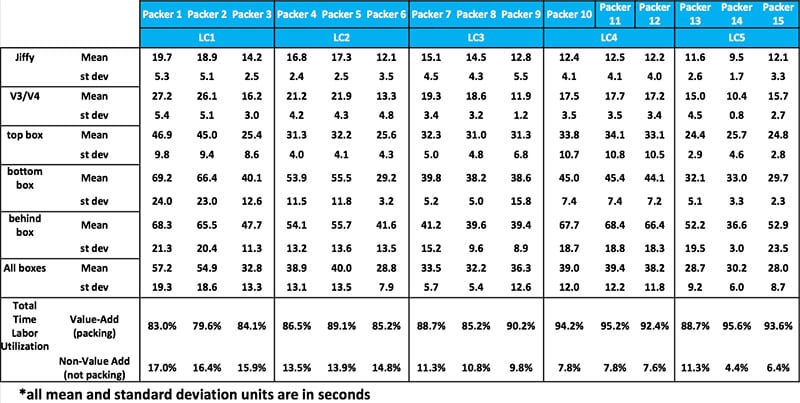
Key Takeaway: The Time motion study for different Learning Curve level associates showed that lower learning curve level associates had less labor utilization, required longer times to pack different box types and generally, had a higher standard deviation in processing time.
Time Trial Study – Average Cycle Times by Learning Curve
Key Takeaway: The Time motion study for different Learning Curve level associates showed that lower learning curve level associates had less labor utilization, required longer times to pack different box types and generally, had a higher standard deviation in processing time.
Top Boxes – Average Cycle Time
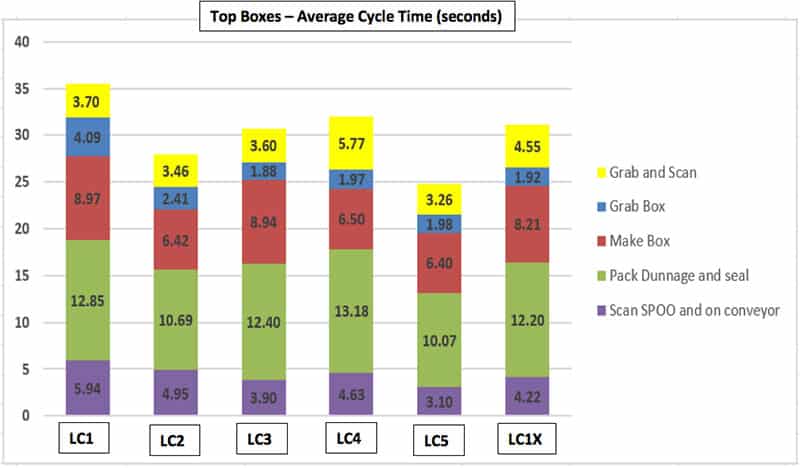
Key Takeaway: For packing ‘Top boxes’, between LC1 and LC1X associates, there was a marginal improvement for ‘make box’ and ‘pack dunnage’ process steps while a noticeable improvement in ‘grab box’ process step. LC1X AVG Cycle time is 31.10 seconds compared to 35.55 seconds for LC1s and 30.72 seconds compared to LC3s.
Bottom Boxes – Average Cycle Time
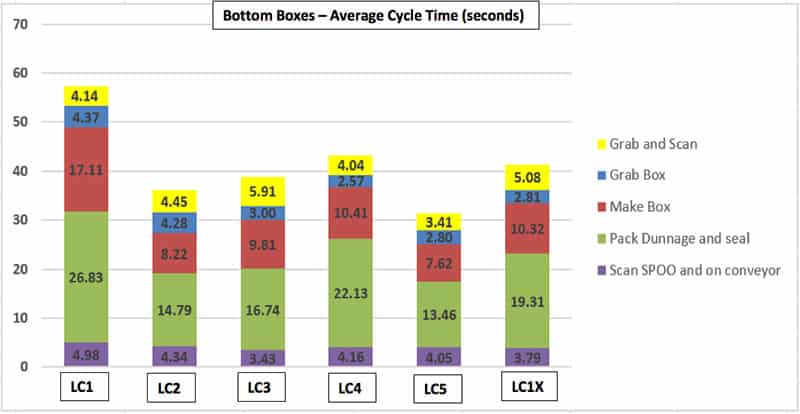
Key Takeaway: For Packing ‘Bottom Boxes’, between LC1 and LC1X associates, there was a noticeable improvement for ‘grab box’, ‘make box’ and ‘pack dunnage’ process steps. LC1X AVG Cycle time is 41.31 seconds compared to 57.43 seconds for LC1s and 38.89 seconds compared to LC3s.
Behind Boxes – Average Cycle Time
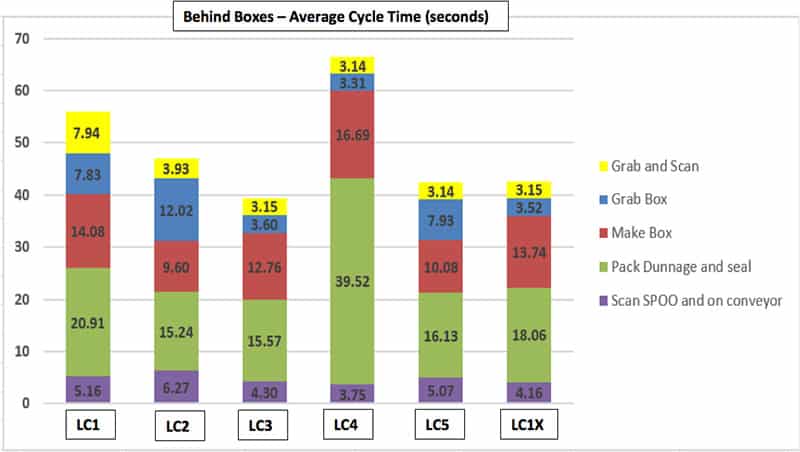
Key Takeaway: For Packing ‘Behind Boxes’, between LC1 and LC1X associates, there was a noticeable improvement for ‘grab box’, ‘make box’ and ‘pack dunnage’ process steps. LC1X AVG Cycle time is 44.63 seconds compared to 55.92 seconds for LC1s and 39.38 seconds compared to LC3s. LC4 performance was unusual with 66.41 seconds so decided to investigate this further for behind boxes since processing times were less related to learning curve level. Discovered a fix was needed for three stations’ dunnage machines and box racks for holding these boxes.
Jiffies (Padded Envelope) – Average Cycle Time
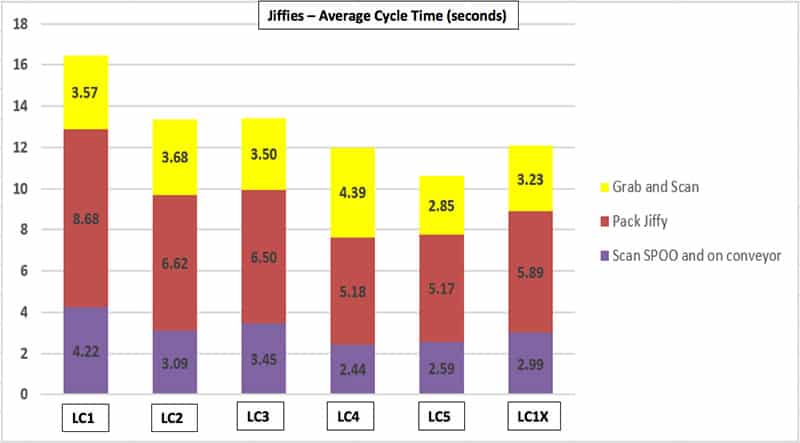
Key Takeaway: For Packing ‘Jiffies’, between LC1 and LC1X associates, there was a noticeable improvement for ‘pack jiffy’ and ‘scan SPOO and place on conveyor’ process steps while a marginal improvement for ‘grab and scan item’ process step. LC1X AVG Cycle time is 12.11 seconds compared to 16.47 seconds for LC1s and 13.51 seconds compared to LC3s.
V3/V4 Box Type – Average Cycle Time
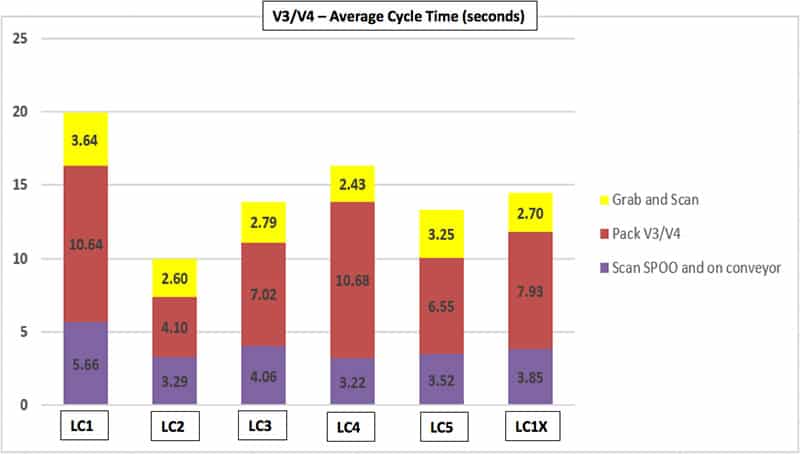
Key Takeaway: For packing ‘V3/V4’ (foldable boxes), between LC1 and LC1X associates, there was a noticeable improvement for ‘grab and scanning item’, ‘pack V3/V4’ and ‘scan SPOO and place on conveyor’ process steps. LC1X AVG Cycle time is 14.48 seconds compared to 19.94.
Actual Box Usage Data for Optimizing Pack Training Station Design Layout
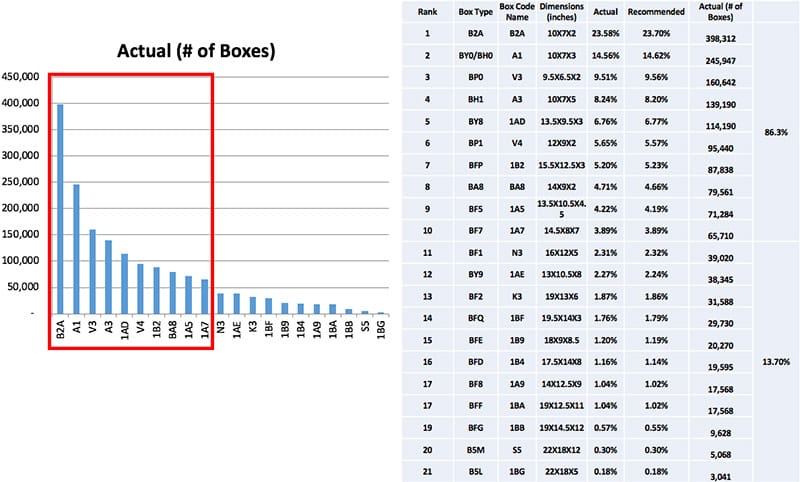
Key Takeaway: Used the box type utilization rates Pareto analysis to optimize box layout at pack singles stations and for training program.
Box Usage Data by LC1-LC5 Pack Performance Rates
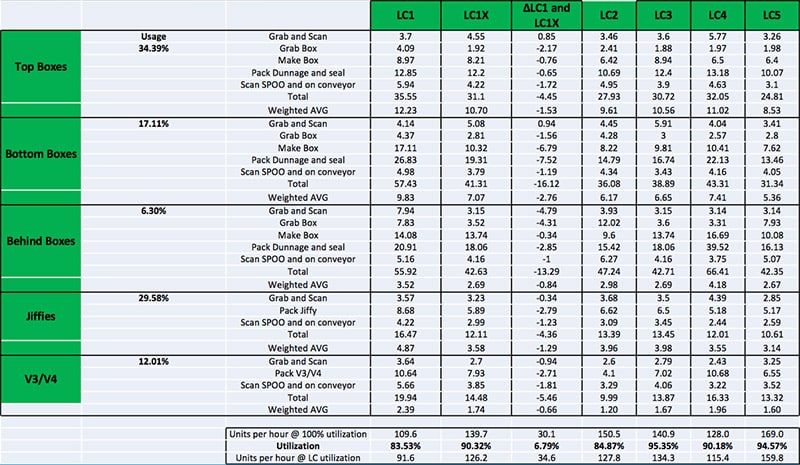
Key Takeaway: Analyzed the difference between LC1 and LC1X performance averages/standard deviation by box type and process step to determine opportunities for further refining the training program.
Project Storyboard