The 8 Wastes is a really interesting way of thinking about waste and exploring the problems in a system or process. It’s not just about cost-cutting, it’s about making the most impact with the resources you have, including the talent, materials, and time that go into a product or service.
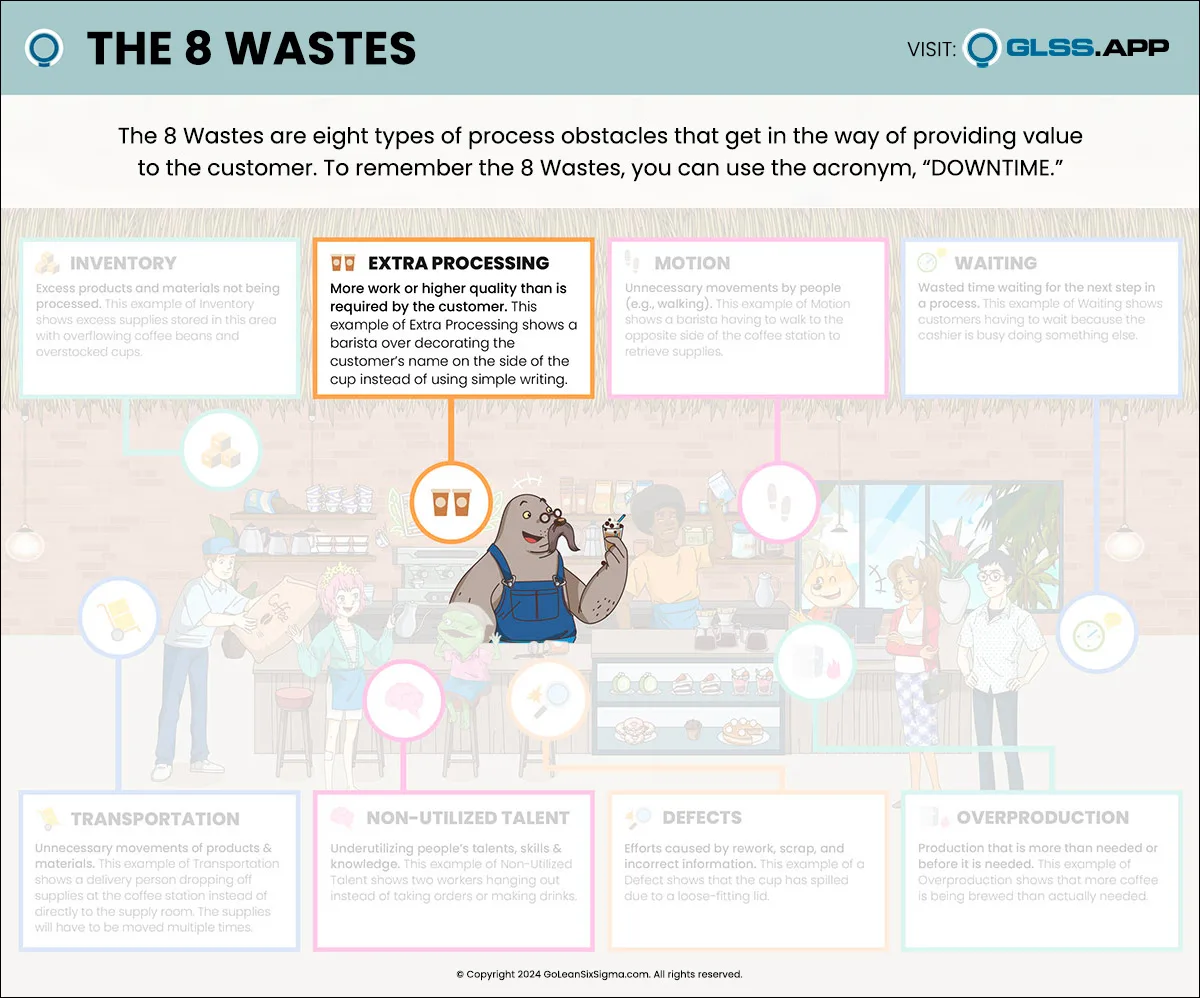
Using the acronym DOWNTIME is a great way to remember what the wastes are:
- Defects
- Overproduction
- Waiting
- Non-Utilized Talent
- Transportation
- Inventory
- Motion
- Extra Processing
Identifying and addressing these wastes is fundamental to Lean Principles and contributes to streamlined and efficient processes.
Here’s a more detailed explanation of each of the 8 Wastes.

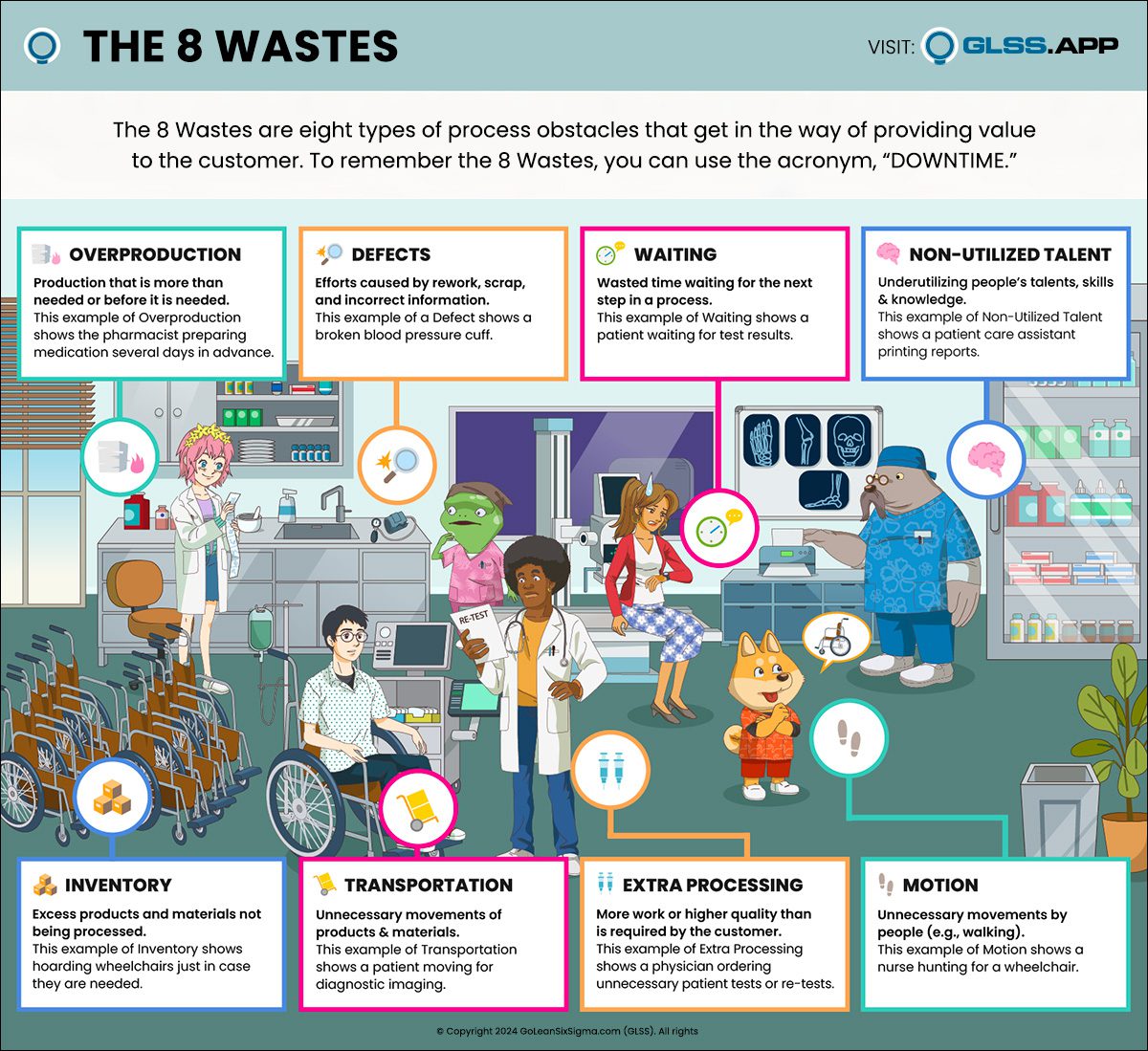
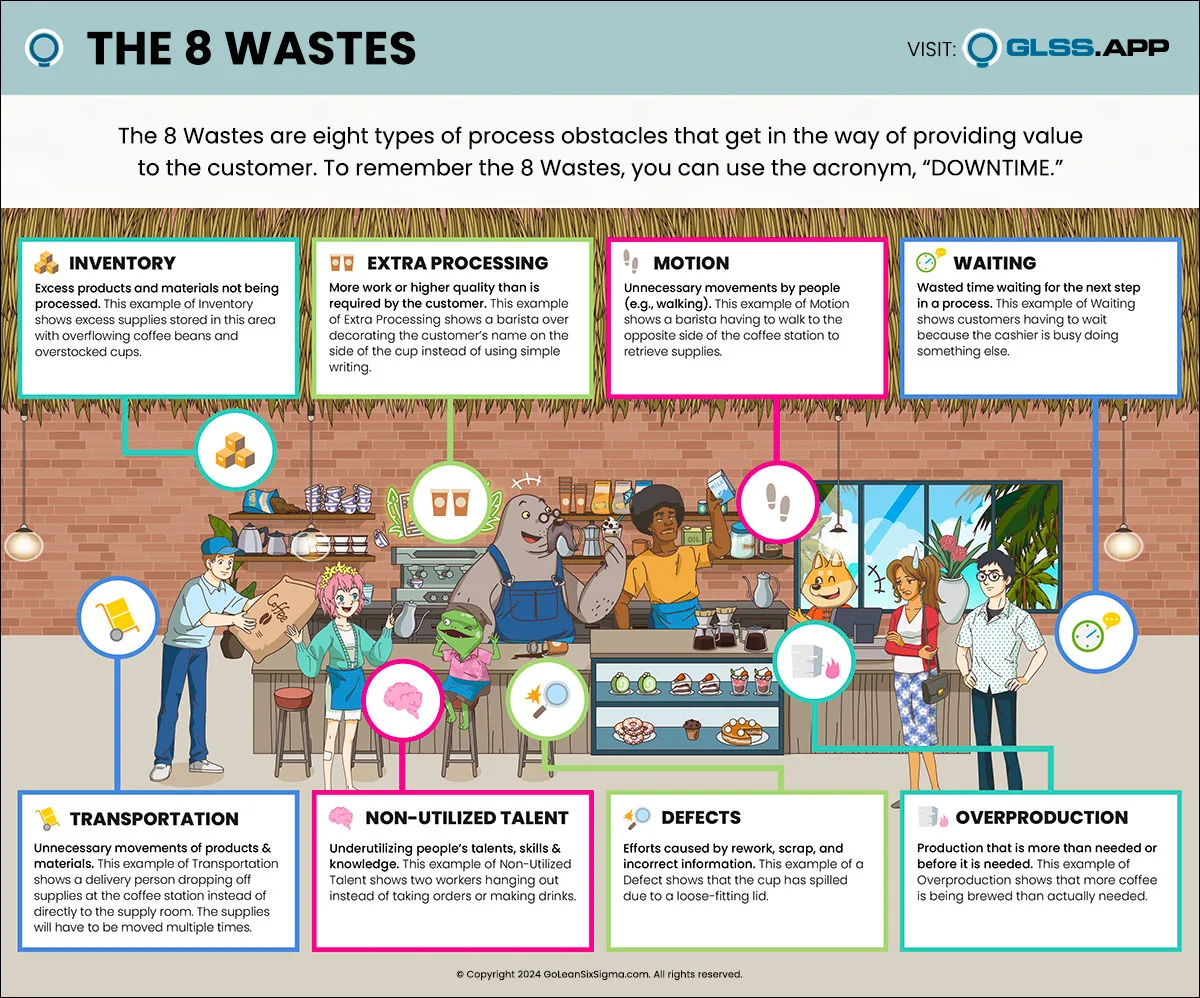
Defects are products or services that have flaws or don’t meet the specified quality standard in some way. A defect results in either product rejection or rework, which requires resources to correct.
Considering the cost of additional resources, including time, labor, material, etc., you can imagine the quick accumulation of costs. And a product rejection may be even worse – it can mean a full-loss.
As customers, we’ve all experienced a product defect. Besides the disappointment and inconvenience, there’s also a negative association with the product.
Even when the defect is rare, it’s human nature to remember “the time an item didn’t work,” damaging the company’s reputation.
By addressing defects promptly, organizations minimize waste, optimize resources, and enhance the reliability and reputation of their products in the marketplace.

Overproduction is when you produce more goods or output than you can sell. This type of waste leads to the accumulation of excess inventory, tying up finances and storage space.
Think of it like this: you produce three extra batches of raincoats based on inaccurate forecasts. Now you’ve spent thousands of dollars on a product no one wants or needs.
Besides the costs, overproduction also risks its “extra” products becoming obsolete or degrading in quality over time.
Back to the raincoats – now you have dozens of extra coats taking up valuable space in your warehouse, slowly going out of style.
Additionally, creating products in large quantities before verifying the quality of the initial batches can lead to unnecessary waste, especially if defects are discovered later.
So it finally rains…and you find out, too late, that your raincoats aren’t waterproof!
By minimizing overproduction from both product manufacturing and service, organizations can be more responsive to customers’ needs – and achieve a more sustainable production system.
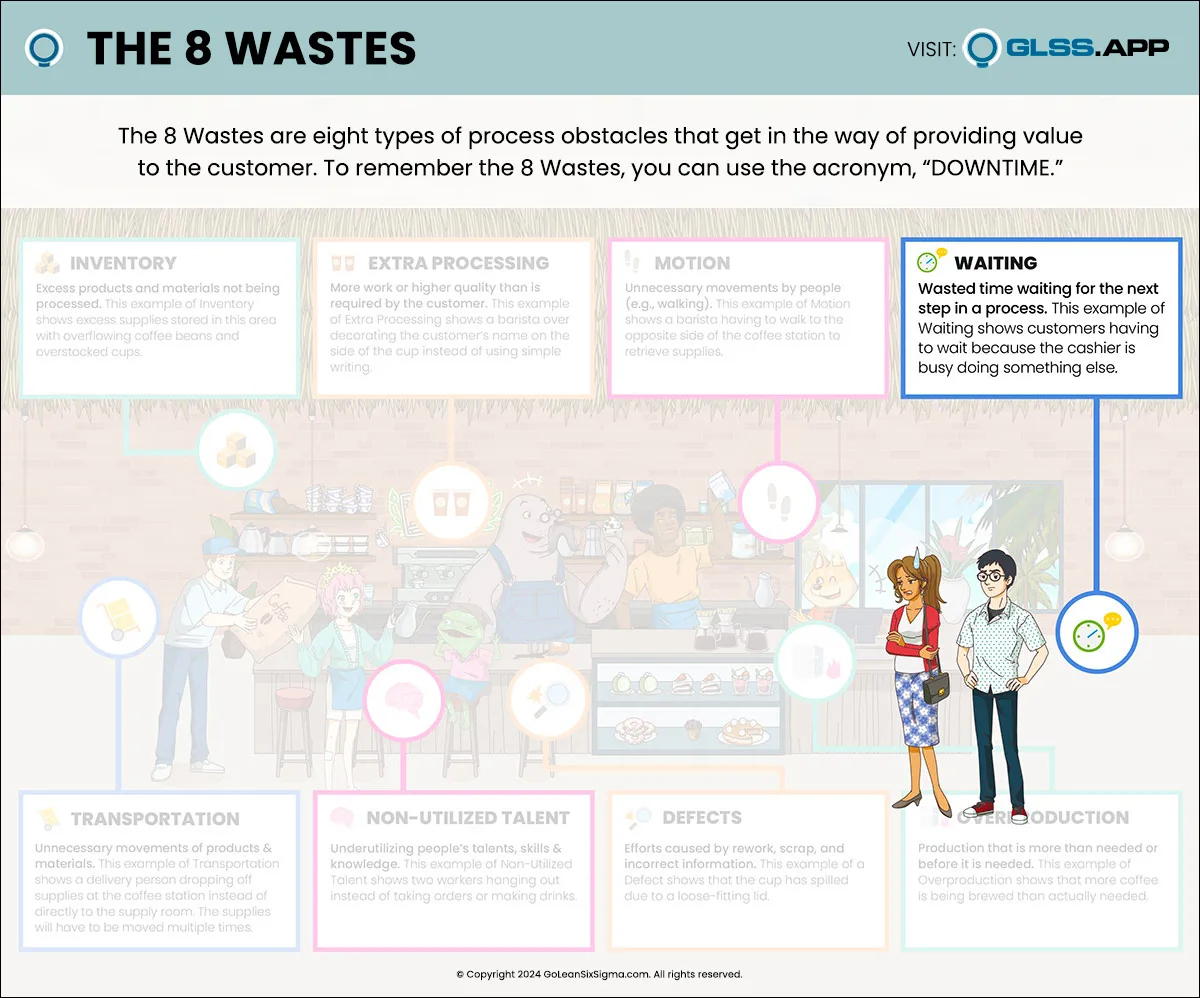
Waiting refers to any idle time or delay in the production process where work isn’t actively being done. In terms of manufacturing, this particular waste occurs when waiting for the previous step in a process to finish, like a bottleneck.
However, you can find waiting in various forms, like standing in line, equipment breakdowns, material shortages, or inefficient scheduling. Lean Principles emphasize the importance of Continuous Flow and aim to eliminate waiting to enhance overall Operational Efficiency.
Addressing the waste of waiting involves streamlining processes, optimizing production schedules, and ensuring a smooth and uninterrupted workflow. All with the goal of reducing lead times, improving productivity, and responding more promptly to customers.

Non-utilized talent is the insufficient use of employees’ skills, creativity, or potential contributions within an organization.
This occurs when employees aren’t effectively engaged or their talents aren’t applied to add value to the production process. In a Lean environment, recognizing and tapping into your workforce’s diverse skills and ideas is essential for Continuous Improvement and innovation.
Fostering a culture that encourages employee involvement, empowerment, and collaboration is key to addressing non-utilized talent waste.
By actively engaging employees in problem-solving and decision-making, organizations can unlock the full potential of their workforce. This leads to improved efficiency, higher job satisfaction, and a more dynamic and responsive manufacturing environment.

Transportation refers to the unnecessary movement of materials, items, or information within the production process.
Think of a company that requires a lot of paper. They order pallets of it. These pallets are loaded onto a truck, driven to the company, unloaded at the outside bay, moved to a processing area, and finally moved to a storage area. That’s a lot of transportation!
A streamlined process would take paper directly from the truck to the storage area, minimizing the number of times the pallet is handled.
Other examples of Transportation waste include moving electronic data from one system to another or employees having to travel to different locations for meetings.
The waste from excessive movement of materials can lead to increased handling costs, longer lead times, and a higher risk of damage.
By reducing unnecessary transportation, organizations can enhance Operational Efficiency, streamline production, and lower costs associated with handling and logistics.

Inventory is the accumulation of excess materials, products, information, or work-in-progress beyond what is immediately necessary or otherwise idle.
This type of waste consumes an organization’s finances, occupies storage space, and increases the risk of obsolescence.
Imagine a coffee shop that ordered extra lids, stirrers, and packets of sugar – just to have on hand for when they need them in the future. These items aren’t currently needed and will create additional costs and take up space.
One of the biggest tools to combat this is the principle of Lean’s Just-In-Time (JIT) production methods, where materials are procured and used precisely when needed.
Reducing inventory levels not only frees up capital and leads toward Continuous Improvement, but also helps identify and address other inefficiencies in the production process, like Transportation and Overproduction.

Motion refers to people, information, or equipment and their unnecessary movement due to workspace layout, searching for misplaced items, etc. Examples of this waste include excessive walking, reaching, or handling of materials that could be streamlined or eliminated.
If a barista needed paper cups and plastic lids to prepare a to-go drink, keeping each of those supplies in different areas creates waste – needless motion, moving from one area of the counter to the other.
Organizations can improve worker productivity, reduce the risk of injuries, and create a more efficient and sustainable manufacturing system by designing work areas that minimize unnecessary motions.
Extra Processing (also called Overprocessing) refers to any activity that’s not necessary to produce a functioning product or service.
Essentially, this waste includes unnecessary or redundant steps in a process that consume resources without contributing to quality or functionality.
Examples of this waste could be too many inspections or testing that goes beyond what’s necessary to ensure product quality.
Besides overproduction from a manufacturing stance, you can also find this waste in services – like government or medical forms that ask for more information than necessary, leading to additional time for completion and data processing.
To eliminate this waste, you need to critically evaluate each step in the production process to ensure that every action adds value and contributes to the quality of the final product.
Identifying waste involves a systematic analysis of your entire production process so you can pinpoint what falls into the Non-Value-Adding category and adjust. You can use several methods to do this, like:
- Process Maps are step-by-step diagrams that show the work needed to be done to complete a process.
- Gemba/Process Walks allow managers and team members to observe the actual work to identify inefficiencies.
- Value Stream Mapping(VSM) visually represents the entire production process to highlight areas of waste and opportunities for improvement.
- A Value-Add Analysis examines cycle times, lead times, and defect rates, and can also reveal patterns of waste.
- Engaging employees in continuous improvement initiatives and encouraging them to voice concerns or suggestions can be invaluable in identifying areas of non-value-adding activities.
You can start learning how to create real impact while completing real projects that reduce waste and drive business results with our free training!